


Como um conjunto de ferramentas de usinagem finita aumenta o tempo de ciclo
Semelhante ao nosso serviço de moldagem por injeção, a usinagem CNC na Protolabs é um pouco incomum. Para usinar peças o mais rápido possível, desenvolvemos processos automatizados para cotar peças, analisar a capacidade de fabricação do projeto e gerar caminhos de ferramentas. Além disso, nossos conjuntos de ferramentas padronizados nos ajudam a simplificar nossas operações de centro de usinagem e aumentar o tempo de ciclo.
Por que um conjunto de ferramentas finito?
Enquanto uma pequena oficina mecânica encontrará a ferramenta exata para usinar a geometria de uma peça - ou, em alguns casos, produzi-la ela mesma -, usamos um conjunto finito e padronizado de ferramentas em nosso processo de usinagem.
porque nós fazemos isso? Em uma palavra - velocidade. Agrupamos materiais em categorias semelhantes e temos conjuntos de ferramentas padrão que consistem em várias fresas e brocas para cada um. Isso significa que podemos usinar peças mais rapidamente, economizando semanas de tempo de desenvolvimento e reduzindo os custos de fabricação. Essa combinação de ferramentas cuidadosamente selecionadas visa acomodar a maior quantidade de geometrias de peças, mantendo os tempos de execução rápidos frequentemente exigidos pelos desenvolvedores de produtos.
 Nosso conjunto de ferramentas de usinagem inclui uma combinação de fresas de ponta plana e esfera. Para metais como titânio e aço, também usamos fresas de topo tipo bull nose.
Nosso conjunto de ferramentas de usinagem inclui uma combinação de fresas de ponta plana e esfera. Para metais como titânio e aço, também usamos fresas de topo tipo bull nose. Fresamento de furos, roscas e recursos fora do eixo
Nosso conjunto de ferramentas finito, às vezes, exige que adotemos uma abordagem criativa para recursos de fresamento como furos, por exemplo. Na maioria das oficinas, os furos são feitos com uma broca - o que não é surpreendente. Mas normalmente contamos com nossas fresas de topo para criar furos. Fazer furos com fresas de topo nos permite usinar uma variedade de diâmetros de furos, canais e outros recursos, tudo com uma única ferramenta. Isso reduz o tempo de ciclo (e, consequentemente, o custo) e tem o benefício adicional de acabamentos superficiais aprimorados nos furos.
Em seguida, vamos falar sobre threading. Uma oficina mecânica tradicional normalmente usa um macho ou uma matriz para cortar roscas em uma peça. Este é um processo manual que exige que o técnico remova a peça da máquina e depois faça os furos manualmente ou com uma máquina como uma furadeira. Sempre que o trabalho manual entra na equação, você pode esperar um tempo de fabricação significativamente maior.
Para reduzir o tempo necessário para cortar roscas, adotamos uma abordagem mais automatizada usando fresas de rosca. Portanto, se uma peça requer rosqueamento, primeiro fazemos o furo no diâmetro correto e, em seguida, a fresa corta as roscas. Isso nos permite produzir furos roscados dentro da máquina, economizando tempo e custos de configuração. Usando um único conjunto de ferramentas, podemos cortar roscas UNC e UNF de #2 até 1/2 pol., bem como roscas métricas que variam de M2 a M12.
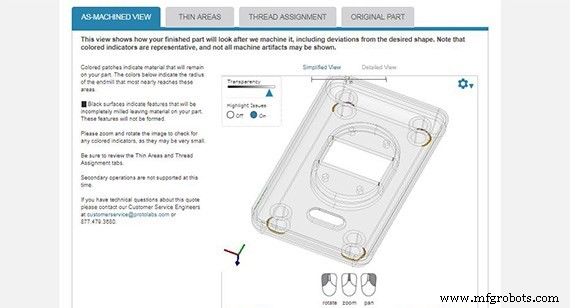
Usando a visualização usinada em sua cotação, você pode identificar quaisquer recursos que possam ser difíceis de usinar e entender exatamente como sua peça final ficará antes de ser fabricada. O corte de recursos cilíndricos e não cilíndricos em uma única máquina é outra maneira de reduzir o tempo de ciclo. Para geometrias com roscas externas, como um parafuso, vamos tornear essas peças em um torno CNC equipado com ferramenta motorizada. Este é um torno que inclui fresas de topo para fresamento de características não cilíndricas. Uma aplicação comum de torneamento com ferramentas motorizadas são parafusos hexagonais ou peças cilíndricas com ranhuras e furos.
Um rebaixo é qualquer recurso que uma fresadora não consegue alcançar. Algumas oficinas mecânicas terão fresas de topo de subcotação ou criarão uma ferramenta personalizada em alguns casos. Nosso conjunto de ferramentas não inclui ferramentas para rebaixos de fresamento, mas podemos fresar qualquer recurso fora do eixo com nossos recursos de usinagem indexada de 3+2 ou 5 eixos.
Recursos de Usinagem
Se você tiver dúvidas sobre seu design e se nosso conjunto de ferramentas pode acomodá-lo, é melhor fazer o upload de uma peça. Você receberá uma análise de projeto, que inclui uma visão como usinada que mostra exatamente como sua peça ficará quando sair da fábrica. Se você quiser apenas ter uma ideia de como funciona nossa análise de projeto, confira uma amostra de cotação para usinagem.
Ter uma conversa com um de nossos engenheiros de aplicação é outra maneira de determinar se seu projeto se encaixa em nossas capacidades e quaisquer possíveis alterações que você possa fazer para melhorar sua capacidade de fabricação. Basta enviar um email para ADMIN@MFGROBOTS.COM
E não descarte a possibilidade de lidar com algum trabalho de pós-usinagem sozinho. Podemos sempre fazer parceria com sua oficina mecânica interna fazendo o corte inicial. Digamos que haja um recurso rebaixado com um canto que nossas fresas de topo não conseguem alcançar, uma vez que você receba a peça, você mesmo pode limpá-la e tê-la exatamente como você precisa. Esta é uma ótima maneira de obter as peças possíveis e manter os custos baixos.
Projete melhores ressaltos de parafuso em peças moldadas
O que são informações de fabricação de produtos (PMI)?
Tecnologia industrial
- Como se tornar um maquinista em Quebec
- VTL de quatro eixos pode reduzir o tempo de usinagem
- Como melhorar o tempo de ciclo na usinagem automotiva
- Como a IA e o aprendizado de máquina afetam a usinagem CNC
- É hora de adotar a usinagem de alto desempenho?
- Como escolher sua máquina industrial?
- Cálculo de tempo de ciclo de usinagem CNC
- Como usinar joias com usinagem CNC?
- Como os fluidos de corte afetam os processos de usinagem
- Como a máquina VMC aumenta sua produtividade