


O que é corte a laser?
Ao mesmo tempo, os lasers não passavam de sonhos de ficção científica. Nos últimos 60 anos, passamos de armas imaginárias de raios cósmicos para aproveitar o poder da luz estrategicamente. Hoje, os lasers estão por toda parte, em equipamentos cirúrgicos sutis, leitores de mídia óptica e na força bruta dos lasers para fabricação. O que todos eles têm em comum é a capacidade de realizar seu trabalho com uma precisão incrível, guiados por uma mão firme ou por um aplicativo controlado por computador.
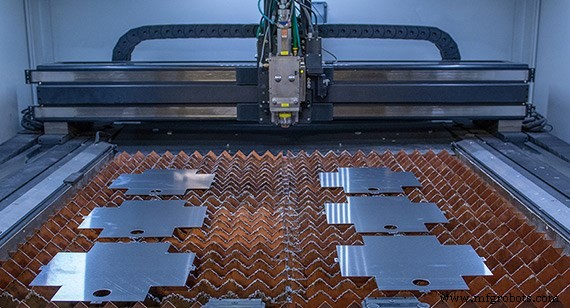 Usamos máquinas de corte a laser CO2 e de fibra para produzir peças de chapa metálica. A tecnologia desempenha um papel integral em nossas capacidades de chapa metálica de giro rápido.
Usamos máquinas de corte a laser CO2 e de fibra para produzir peças de chapa metálica. A tecnologia desempenha um papel integral em nossas capacidades de chapa metálica de giro rápido. O que é um LASER?
LASER significa Light Amplification by Stimulated Emission of Radiation. Essencialmente, os lasers funcionam excitando átomos de certos elementos em um ambiente controlado. Os elétrons nesses átomos mudam de posição em sua órbita ao redor do núcleo para um caminho mais energético e, quando voltam para sua posição “inicial”, liberam um fluxo de energia de luz coerente, o que significa que a luz tem o mesmo comprimento de onda e é inteiramente em fase. A energia consiste em fótons, que são guiados por uma lente. Lá, eles se concentram em um único fluxo e seu poder é substancial.
Duas coisas afetam a capacidade de corte de um laser:a potência do laser (medida em quilowatts, ou kW) e sua capacidade de focalizar seu feixe da forma mais compacta possível. Para designers, é fundamental saber que o laser, como qualquer instrumento de corte, possui uma largura, chamada de laser kerf . Embora seja importante compensá-lo, o corte é muito menor em comparação com outros processos de corte.
Comparando lasers para fabricação
Dois tipos de laser dominam o setor de manufatura, dióxido de carbono (CO2 ) e fibra (também conhecido como laser de estado sólido ). Embora ambos tenham sido inventados na mesma época (1963/64), CO2 tem sido usado por mais tempo em aplicações comerciais. A fibra realmente não chegou ao cenário da manufatura até o início dos anos 1980.
“Os lasers são uma das principais razões pelas quais podemos transformar as peças em dias, em vez de semanas”, disse Phil Dunbar, supervisor de fabricação da Protolabs em New Hampshire. “Os cortes que eles criam são incrivelmente precisos e não precisam de muita rebarbação, se é que precisam. Embora as puncionadeiras ainda sejam ferramentas importantes, elas simplesmente não conseguem atingir essa precisão.”
Comparando os dois, a fibra geralmente lidera, mas a escolha de qual usar geralmente é baseada no tipo e na espessura do material que você está cortando. A fibra é mais rápida em metais mais finos. Seu feixe mais altamente focado também ajuda esses lasers a cortar mais rapidamente materiais altamente reflexivos. Ao contrário de CO2 lasers, os lasers de fibra não têm peças móveis ou espelhos para sair de sintonia, resultando em custos de manutenção mais baixos. O melhor de tudo é que os lasers de fibra usam menos eletricidade para a mesma potência de corte.
Você pensaria que a decisão de usar fibra seria um slam dunk, mas há áreas em que CO2 ainda impressiona, como a velocidade de cortes retos e, por enquanto, materiais com espessura superior a 0,2 pol. (5 mm). Dito isto, os lasers de fibra estão ficando mais poderosos, então mesmo essas diferenças estão se tornando menos significativas.
 Uma puncionadeira (foto acima), embora não seja tão precisa quanto o corte a laser, é uma solução escalável para grandes tiragens de peças de chapa metálica.
Uma puncionadeira (foto acima), embora não seja tão precisa quanto o corte a laser, é uma solução escalável para grandes tiragens de peças de chapa metálica. Alternativas ao corte a laser
Com todo o seu poder e velocidade, você pensaria que os lasers são o único caminho a percorrer, mas existem outros concorrentes fortes.
Fresamento: Usar uma fresa de topo para cortar parece meio antiquado, mas tem precisão de 0,0003 pol. (0,00762 mm) e é razoavelmente rápido. O que há de melhor nisso são as arestas de alta qualidade que as fresas de topo criam e a capacidade de trabalhar com mídia 3D. Uma desvantagem do fresamento é que a configuração e a programação levam tempo.
Jato de água: Combine água com um pó abrasivo, dispare-o de um bico usando uma pressão ridiculamente alta e você terá o corte com jato de água. É tão preciso quanto o fresamento, mas a qualidade da borda é um pouco sacrificada devido à distorção do fluxo de água ao cortar o metal.
Wire EDM: Na usinagem de descarga elétrica de fio (EDM), a eletricidade passa por um fio fino e carregado (normalmente cobre ou latão), que causa a formação de uma faísca entre ele e o material que você está cortando. O circuito é completado com outro fio no lado oposto do seu metal. A faísca penetra no metal, cortando-o com precisão, e esse segundo fio completa o circuito. Todo o processo fica em água dielétrica, um tipo de água que não conduz eletricidade, por isso serve para resfriar a superfície de corte enquanto limita o caminho do fluxo elétrico entre o fio e o metal. É um processo lento, mas o que falta em velocidade é compensado com precisão de 0,0001 pol. (0,00254 mm). Uma limitação importante:o Wire EDM exige que o metal do qual sua peça é feita seja eletricamente condutivo ou não o cortará.
Imprensa de soco: Este processo faz exatamente o que você pensa. Uma prensa perfura seu metal para criar a forma desejada. Alguns sacrifícios desse processo são a precisão e a qualidade da borda. Sua peça certamente precisará ser rebarbada. Você também não pode usá-lo se seus metais estiverem quebradiços ou endurecidos, pois a peça quebrará durante a prensa. Do lado positivo, embora leve tempo para configurar e programar uma prensa puncionadeira, depois de prepará-la, é fácil fazer várias peças.
Serviço de corte a laser para peças de chapa metálica
As tecnologias de fabricação analógica e digital se fundiram na forma de máquinas a laser/perfuradoras. Eles combinam o corte preciso e poderoso de um laser de fibra com opções de ferramentas padrão e geometrias que são melhor gerenciadas por uma puncionadeira. Recursos como persianas, flanges e muito mais podem ser criados rapidamente com bordas sem rebarbas cortadas a laser usando uma única ferramenta para corte e conformação.
A adição de lasers na fabricação adicionou um meio seguro, rápido e preciso de corte de chapas metálicas. O poder do laser combinado com sua capacidade de mudar suavemente da força bruta de corte em linhas retas para a precisão sutil de criar curvas suaves, torna-os uma ferramenta indispensável na caixa de ferramentas de um maquinista e uma benção para designers de peças complexas.
Na Protolabs, nosso serviço de fabricação de chapas metálicas é projetado para velocidade. Dependendo da geometria e dos materiais da peça, as peças serão cortadas com uma puncionadeira, laser de fibra ou CO2 laser. Para peças mais simples, uma puncionadeira é normalmente a solução mais eficiente e econômica. Os componentes de chapa metálica com recursos mais finos e complexos serão cortados com um laser CNC. Um laser de fibra é usado para cortar materiais mais finos e refletivos e um CO2 O laser é mais adequado para materiais de bitola mais espessa quando é necessária mais potência.
Peças de chapa metálica personalizadas:adicionando um toque final
Como projetar dobradiças vivas impressas em 3D
Tecnologia industrial
- Corte a plasma vs. corte a laser:Qual é a diferença?
- Corte a laser CO2 vs Nd:Qual é a diferença?
- Jato de água vs Corte a laser:Qual é a diferença?
- Quais são as principais vantagens das máquinas de corte a laser de fibra?
- O que é torneamento de máquina?
- Quais fatores afetam o custo do corte a laser?
- Vantagens do corte a laser
- Corte a Laser, Corte a Plasma
- O fascínio do corte a laser
- Quais são as vantagens do corte a laser de fibra?