


Violino
Antecedentes
O violino é a personificação mais moderna dos instrumentos musicais de cordas tocados com arco. Como o violão e outros instrumentos de cordas dedilhadas, os instrumentos de arco datam da antiguidade. Embora suas origens precisas não sejam completamente conhecidas, é provável que o violino (e seus irmãos maiores, a viola e o violoncelo) tenha evoluído em meados do século 16 no norte da Itália. Além de talvez ter sido o fabricante dos primeiros violinos verdadeiros, Andrea Amati (ca. 1500-1577) foi o patriarca da escola de construção de violinos de Cremona. Durante os 150 anos seguintes, outros membros da família Amati e seus seguidores, que incluíam Antonio Stradivari (1644-1737) e Bartolomeo Giuseppe Guarneri (1698-1744), levaram o violino ao mais alto nível de perfeição tanto como instrumento musical como como uma obra de arte. Durante o século XVII, a fabricação de violinos se espalhou por todos os outros países da Europa e, nos séculos XVIII e XIX, pelo resto do mundo. Embora os violinos tenham sido e estejam sendo produzidos em grande número por fábricas na Europa e na Ásia, a maioria dos violinos finos são feitos à mão por artesãos, usando essencialmente os mesmos métodos empregados pelos fabricantes italianos clássicos há várias centenas de anos.
Ferramentas
A maioria das ferramentas necessárias para a fabricação de violinos são as mesmas usadas para a maioria dos tipos de trabalho em madeira e entalhe à mão:lâminas, cinzéis, goivas, facas, serras e raspadores. Além disso, algumas ferramentas especializadas são necessárias. Isso inclui um compasso de calibre, pequenos planos de "polegar" de fundo curvo, cortador de ranhura, escareador de furos e barbeador de pinos correspondente, ferro de dobra, braçadeiras de vários tipos e padrões. Muitos fabricantes de violinos se orgulham de fazer algumas de suas próprias ferramentas. De fato, uma das chaves para o sucesso como fabricante de violinos é desenvolver as habilidades associadas à fabricação, uso e manutenção de ferramentas de gume afiado.
Matérias-primas
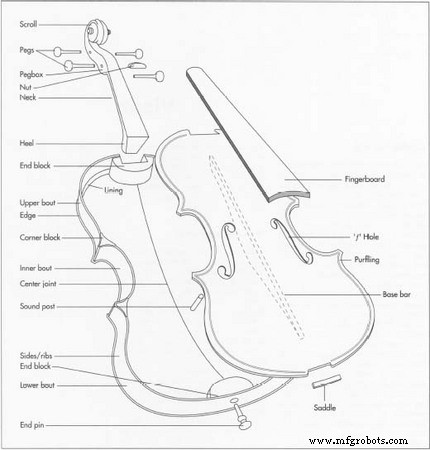
A parte de trás, os lados (costelas) e o braço do violino são geralmente feitos de bordo serrado (cortado ao longo do raio do tronco). Existem muitas espécies de ácer, crescendo em diferentes partes do mundo, que são adequadas. Os critérios de seleção incluem a retidão do grão, a densidade e a figura da madeira, que contribuem para as características tonais e beleza visual do instrumento acabado. A parte superior do violino é feita de abeto serrado. As partes internas do violino - os blocos de canto e extremidade e os forros - são geralmente feitas de abeto ou salgueiro, enquanto o purfling pode ser feito de muitas madeiras diferentes e / ou "fibra" ( papel grosso ou papelão). A escala é feita de ébano, a ponte é de bordo e os outros acessórios (pinos, arremate, descanso de queixo) são de ébano, jacarandá ou buxo. Em vez de fazer esses itens do zero, eles geralmente são comprados em uma forma acabada ou semiacabada e personalizados ou instalados pelo fabricante.
O processo de fabricação
As costelas
- 1 O primeiro passo para fazer um violino é fazer as laterais (costelas) a partir das quais o contorno
 do topo e do verso serão retirados. As nervuras são construídas em um molde "interno", que é uma forma de madeira com cerca de 15 a 18 mm de espessura cortada no contorno exato do interior do violino. Pedaços de madeira para os blocos de canto e extremidade são cortados no tamanho aproximado e temporariamente colados a recortes no molde nos locais apropriados. Com o auxílio de um molde e por meio de goivas e limas, os blocos são recortados até a forma final do contorno interno do violino. Fatias de bordo ligeiramente mais largas do que a altura das costelas, que têm cerca de 30 a 32 mm para um violino, são cortadas e aplainadas com uma espessura de 1 mm. As peças são dobradas na forma do molde e os blocos usando uma forma de metal aquecida. Depois de aparar um pouco mais longo do que o comprimento final, as nervuras são coladas. Para segurar as nervuras no lugar até que a cola seque, são usados contra-moldes moldados para combinar com os contornos externos das nervuras nos cantos e nas pontas. A pressão é aplicada por braçadeiras ou enrolada com barbante. Deve-se ter cuidado para não colar as nervuras no molde, que devem ser retiradas em uma etapa posterior. As costelas são coladas em sequência começando com as lutas do meio, que devem ser aparadas ao comprimento final nos cantos antes que as costelas superior e inferior possam ser adicionadas. Os forros, tiras de salgueiro ou abeto com cerca de 2 por 8 mm, são dobrados para formar usando o ferro de dobrar, cortados no comprimento e colados na parte interna das costelas. Os cantos são aparados em sua forma final e as superfícies superior e inferior das nervuras, forros e blocos são aplainados e limados para ficarem nivelados na altura final.
do topo e do verso serão retirados. As nervuras são construídas em um molde "interno", que é uma forma de madeira com cerca de 15 a 18 mm de espessura cortada no contorno exato do interior do violino. Pedaços de madeira para os blocos de canto e extremidade são cortados no tamanho aproximado e temporariamente colados a recortes no molde nos locais apropriados. Com o auxílio de um molde e por meio de goivas e limas, os blocos são recortados até a forma final do contorno interno do violino. Fatias de bordo ligeiramente mais largas do que a altura das costelas, que têm cerca de 30 a 32 mm para um violino, são cortadas e aplainadas com uma espessura de 1 mm. As peças são dobradas na forma do molde e os blocos usando uma forma de metal aquecida. Depois de aparar um pouco mais longo do que o comprimento final, as nervuras são coladas. Para segurar as nervuras no lugar até que a cola seque, são usados contra-moldes moldados para combinar com os contornos externos das nervuras nos cantos e nas pontas. A pressão é aplicada por braçadeiras ou enrolada com barbante. Deve-se ter cuidado para não colar as nervuras no molde, que devem ser retiradas em uma etapa posterior. As costelas são coladas em sequência começando com as lutas do meio, que devem ser aparadas ao comprimento final nos cantos antes que as costelas superior e inferior possam ser adicionadas. Os forros, tiras de salgueiro ou abeto com cerca de 2 por 8 mm, são dobrados para formar usando o ferro de dobrar, cortados no comprimento e colados na parte interna das costelas. Os cantos são aparados em sua forma final e as superfícies superior e inferior das nervuras, forros e blocos são aplainados e limados para ficarem nivelados na altura final.
Parte superior e posterior
- 2 Os tampos dos violinos são quase sempre feitos de uma cunha de madeira que é cortada ou rachada, com as bordas das peças resultantes coladas. Essa junta, para a qual as peças devem se encaixar com perfeição absoluta, torna-se então a linha central da parte superior. O bordo para o dorso dos violinos é tratado da mesma forma para fazer um verso de duas peças, porém, é possível encontrar uma peça larga o suficiente para fazer um verso de uma peça. O aplainamento da madeira para criar uma junta central perfeita é uma tarefa exigente. Depois que as peças foram planejadas para se encaixarem bem - como pode ser visto segurando as peças juntas na frente de uma luz - a borda de uma peça é revestida com giz e esfregada contra a borda correspondente. As áreas em que o giz é transferido de uma peça para a outra identificam os locais que devem ser raspados levemente com o plano para um ajuste perfeito. Este procedimento de encaixe de giz é repetido até que o encaixe entre as duas peças seja perfeito, após o que elas são coladas e fixadas. Depois de colar a junta central, o lado plano da parte traseira e superior são aplainados. As costelas são colocadas neste lado plano; um traçado em torno das costelas ampliado em 3 mm estabelece o contorno da parte superior ou traseira (um quadrado de 20 mm é adicionado na parte superior das costas para o botão). Esses contornos são cortados com um arco ou serra de coping; muitos fabricantes de violinos modernos usam uma faixa elétrica ou serra de rolagem.
O arqueamento externo da parte superior e posterior é esculpido em seguida usando goivas, apliques de polegar e raspadores para o alisamento final. Cinco guias transversais e uma longitudinal são frequentemente consultadas à medida que as placas ganham forma. As guias de arco, que são diferentes para a parte superior e posterior, mais o contorno incorporado no molde, determinam o design ou modelo do instrumento. A maioria dos fabricantes modernos segue ou copia os designs de grandes fabricantes como Stradivari ou Guameri, enquanto alguns desenvolveram seus próprios. Em seguida, os lados internos da parte superior e posterior são esculpidos. As espessuras finais da madeira têm uma grande influência no desempenho acústico do instrumento acabado, e existem muitos sistemas em uso para chegar à distribuição ideal de espessuras. Em geral, a maioria dos métodos envolve o teste das frequências de ressonância das placas batendo, flexionando ou excitando-as com som, juntamente com medições da espessura da placa em muitos locais usando um calibrador de graduação. Então, dependendo dos resultados e do resultado desejado, a madeira é retirada gradativamente de vários locais. Normalmente, os fabricantes procuram estabelecer certas relações, por ex. oitavas, entre as várias ressonâncias de cada placa e entre as duas placas. As espessuras típicas de uma parte traseira acabada são 4,5 mm no centro diminuindo para 2,4 a 2,5 mm nas lutas superior e inferior. As espessuras do topo são mais uniformes:cerca de 3 mm no geral, e talvez um pouco mais espesso entre os orifícios acústicos na área da estação sonora.
Completando o topo
- 3 O contorno dos orifícios sãos é transferido para o topo, e estes são cortados com uma faca afiada; alguns fabricantes usam um punção ou broca para fazer os orifícios redondos. O bassbar é feito de abeto de corte um quarto de grão reto (muito parecido com o topo). A área onde ele se encaixa é contornada na lateral da parte superior, e a peça bruta é aparada para se ajustar com precisão ao arqueamento. O método de ajuste de giz é empregado novamente nesta etapa. A barra é então colada no lugar e aparada em seu contorno final. Novamente, isso envolve testar a ressonância do topo, que foi alterada pelo corte dos orifícios de som, bem como pela adição da barra de baixo.
Completando o corpo
- 4 O molde agora é removido da montagem de nervura, afrouxando as ligações de cola temporárias dos blocos ao molde. A parte superior e posterior são então coladas às costelas. A cola que segura as costas deve ter força total. Uma cola mais fina e mais fraca é usada para o topo; isso facilita a remoção se for necessário fazer manutenção ou ajuste e permitirá que as costuras abram em condições extremas de umidade e temperatura, em vez de produzir rachaduras na própria madeira. A ranhura para o purfling é marcada a uma distância precisa das bordas usando um cortador de purfling. O sulco é aprofundado com uma faca afiada e a madeira no sulco removida com uma picareta. As tiras de purfling, que podem ser compradas prontas ou feitas pelo fabricante do violino, são dobradas para se encaixar na ranhura usando o ferro de dobra. As peças são então cortadas no comprimento exato, mitre para caber nos cantos e coladas no lugar. Os canais que correm sobre o purfling logo dentro das bordas são cortados com uma goiva e combinados com o arqueamento com goiva, planos e raspadores. Finalmente, a borda é arredondada usando uma faca, uma lima e talvez uma lixa. (Este é um dos únicos locais em que se utiliza lixa na construção de um violino. Todas as demais superfícies devem ser acabadas com raspadores, o que confere um aspecto nítido ao acabamento e melhor revela a beleza da madeira.)
O pescoço
- 5 Um bloco de bordo combinando com as costas é quadrado nas laterais e no topo com um plano. Em seguida, o contorno da vista lateral do pescoço e do rolo é traçado no lado cortado em um quarto do bloco. A madeira fora do contorno é serrada. Padrões e contornos para a caixa de fixação, superfície superior do pescoço e o pergaminho são traçados. Uma serra de barbear é então usada para cortar a madeira ao redor dos contornos do rolo e do pescoço. Goivas e raspadores são usados para terminar o entalhe do pergaminho, cujos detalhes são uma das formas pelas quais o violinista expressa sua individualidade. O pegbox é escavado com cinzéis e goivas. O pescoço é cortado nas dimensões finais usando lâminas, facas e raspadores. Um entalhe (cavidade) para receber o braço é cortado nas costelas superiores, bloco e topo do corpo do violino. O corte do encaixe e da raiz do pescoço deve ser muito preciso, pois a altura e o ângulo corretos do pescoço são fundamentais para um bom resultado tonal. O encaixe de giz é novamente empregado. O pescoço é então colado no encaixe, e a modelagem final do calcanhar do pescoço e o botão nas costas são feitos.
Envernizamento
- 6 Existem muitas tradições associadas ao envernizamento de violinos. Já foi afirmado que as receitas secretas são responsáveis pelas extraordinárias características tonais dos antigos violinos italianos. Independentemente de seus possíveis efeitos no tom, certamente é verdade que o verniz serve a outros propósitos importantes de embelezar a aparência e proteger a madeira do desgaste, danos, umidade e sujeira. Portanto, a seleção e a aplicação do verniz são de vital importância. Como existem muitos tipos de vernizes e métodos de trabalho, o seguinte esboço geral de acabamento é fornecido:
- O violino pronto é pendurado até envelhecer por um tempo (em alguns casos, vários meses ou mais) e pode ser exposto à luz solar. Isso fará com que a madeira escureça e realce sua figura. Muitos fabricantes usam alternativas menos demoradas.
- Um selante ou enchimento de poros é então aplicado.
- O vamish é aplicado em várias camadas. Isso pode incluir camadas de verniz transparente seguidas de camadas adicionais de verniz colorido. Vamish é essencialmente um revestimento que consiste em resinas, que podem ser substâncias naturais (por exemplo, copal ou seedlac) ou artificiais. A cor é transmitida aos vampiros pela adição de pigmentos ou corantes. A cor das camadas individuais pode ser variada para produzir a aparência desejada. Seguindo o vamish colorido, uma ou duas camadas adicionais de vamish transparente podem ser aplicadas para proteger as camadas abaixo.
- Como os violinos de aparência antiga são mais atraentes para muitos músicos, alguns fabricantes "antiquam" seus instrumentos. Os vários métodos de antiquing são geralmente segredos comerciais, e os fabricantes se orgulham de seus resultados individuais.
- A superfície do vamish totalmente seco pode ser esfregada usando alguma combinação de abrasivos (pedra-pomes, pedra podre, lixa fina, etc.) e polidores.
- A parte do pescoço entre o calcanhar e a caixa de pinos não é envernizada. Em vez disso, é tingido, lixado muito bem com lixa fina e "polido à francesa" (uma aplicação de goma-laca e / ou álcool e óleo).
Ajustes
- 7 O topo do pescoço é aplainado e a parte inferior do tabuleiro de ébano é aplainado para caber e colado no lugar. As laterais e tampo são acabados com lixa, raspador e lixa para ficarem lisos e com a curvatura exata. Medidores e régua são consultados com freqüência durante este processo. A porca de ébano é cortada no tamanho certo, levemente colada na parte superior da escala, ajustada na forma final e as ranhuras são preenchidas para as cordas. Um entalhe é cortado na parte inferior do violino no qual é colada a sela de ébano. Os pinos são raspados no estreitamento e diâmetro adequados. Os orifícios das cavilhas são perfurados e alargados para coincidir com as cavilhas. Da mesma forma, um orifício na parte inferior das nervuras é perfurado, escareado e encaixado no pino final.
A ponte e a estação sonora são as últimas peças a serem modeladas; seu ajuste e posição afetam muito o som e as qualidades de execução do violino. Começando com um pré-corte em branco, os pés da ponte são cortados para se ajustar ao arqueamento do topo na posição adequada - entre os entalhes das aberturas acústicas. O topo da ponte é cortado em um arco que corresponde à curvatura do tabuleiro e fornece a altura adequada das cordas. O lado frontal (voltado para o pescoço) é aplainado com uma espessura de cerca de 4,5 mm na parte inferior e afinando do meio para 1,5 mm na parte superior. As ranhuras das cordas são cortadas e limadas usando um calibrador para estabelecer sua posição e espaçamento adequados. A estação sonora transmite as vibrações das cordas para a parte de trás do violino. É cortado de um pedaço redondo de abeto de grão reto com cerca de 6 mm de diâmetro. Seu comprimento e pontas devem ser cortados de forma que caiba precisamente no local adequado dentro do violino, cerca de 3 mm atrás do pé de agudos da ponte. Um medidor pode ser usado para medir o comprimento aproximado da caixa de som, mas o ajuste final é um processo de tentativa e erro. O soundpost é inserido e sua posição ajustada através das soundholes usando uma ferramenta especial. As cordas agora são encaixadas no arremate, estendidas sobre a ponte e enroladas nos pinos. Depois de instaladas as quatro cordas, elas podem ser afinadas e o violino tocado pela primeira vez. O que se segue será um período de adaptação à medida que o violino se acostuma com a tensão das cordas e sua vibração. Numerosos ajustes na posição da estação sonora, ponte, tipos de cordas e talvez outros fatores são geralmente necessários para otimizar as características tonais e a capacidade de tocar.
O Futuro
É provável que violinos finos continuem a ser feitos à mão da maneira descrita acima. No entanto, existe uma longa história de experimentos com novos designs e materiais de construção. Produtos recentes disso são violinos feitos de materiais sintéticos, como o plástico. Alguns deles têm corpos sólidos, enquanto outros têm um design tradicional usando materiais sintéticos para algumas peças. Existem também violinos elétricos, nos quais as vibrações das cordas são convertidas em um sinal elétrico por uma pick-up ou microfone, que é então amplificado e enviado para um alto-falante ou interface de computador. Existem vários desses instrumentos de "alta tecnologia" no mercado hoje; eles são usados principalmente para tocar jazz e música popular. No reino da música clássica, o violino tradicional é de longe a escolha dominante.
Processo de manufatura
- O que é VMC Machining?
- Guia para marcação a laser em alumínio
- Soldagem MIG vs. Soldagem TIG
- Guia para marcação a laser
- Considerações para usinagem suíça de alta produção
- Guia de Prototipagem CNC
- Compreendendo o Processo de Fabricação do Eixo
- O que é marcação a laser a fibra?
- Eletropolimento vs. Passivação
- O que é passivação de aço inoxidável?