


Diferença entre o ângulo de saída e o ângulo de folga da ferramenta de corte
Usinagem convencional ou operação de corte de metal é realizada para remover gradualmente o excesso de camada de material da peça de trabalho para conferir forma, dimensão e acabamento pretendidos. A remoção do material é realizada com a ajuda de um pequeno dispositivo chamado cortador ou ferramenta de corte. Durante a usinagem, a fresa e a peça de trabalho são montadas rigidamente na máquina-ferramenta com a ajuda de vários arranjos. A velocidade relativa entre o cortador e a peça de trabalho também é necessária para cortar continuamente o material e o mesmo é transmitido por meio da velocidade de corte, avanço e profundidade de corte. O cortador realmente comprime uma fina camada de material e a remove gradualmente na forma de cavacos. Geometria adequada, incluindo aresta(s) de corte afiada(s) e material compatível, também são indispensavelmente necessários para a remoção ininterrupta e eficiente de material.
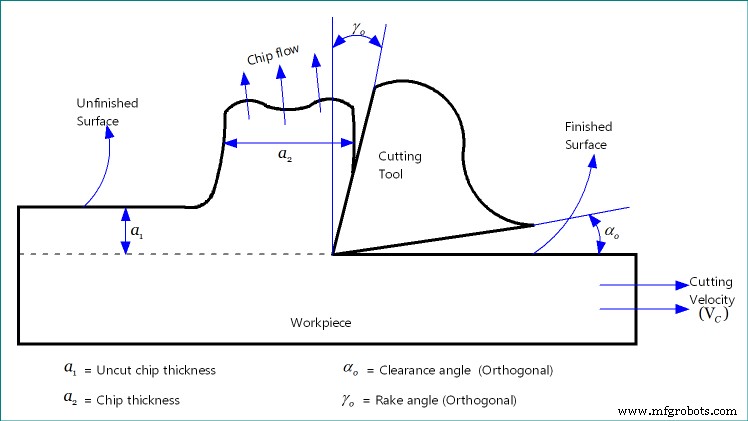
A geometria de uma fresa indica a inclinação ou orientação de várias superfícies da ponta da ferramenta. A ferramenta de corte consiste em três superfícies de ponta de ferramenta – superfície de saída, superfície de flanco primária e superfície de flanco auxiliar. Vários ângulos são usados para indicar a inclinação de tais superfícies em diferentes direções. Existem também várias normas nacionais e internacionais que definem claramente várias características de uma fresa, incluindo vários ângulos. Tais informações são coletadas de uma forma particular para serem apresentadas na forma de assinatura de ferramenta. Vários planos também são usados para auxiliar na medição inequívoca desses ângulos. Em geral, a inclinação da superfície de saída é indicada pelo ângulo de saída; enquanto a inclinação da superfície do flanco é indicada pelo ângulo de folga.
Por definição, ângulo de inclinação é o ângulo de orientação da superfície de saída do cortador a partir do plano de referência e medido em outro plano. Pode ter valor positivo, negativo ou até zero; no entanto, geralmente varia entre +15° e –15°. É um ângulo crucial que determina a força da ponta da ferramenta, força de corte, consumo de energia, deformação de cisalhamento e também usinabilidade. Por outro lado, ângulo de folga é o ângulo de inclinação da superfície do flanco do cortador a partir do vetor velocidade e medido em outro plano. Deve ter um valor positivo e geralmente varia entre +3° a +15°. Várias diferenças entre o ângulo de saída e o ângulo de incidência da ferramenta de corte são dadas abaixo em forma de tabela.
Tabela:Diferenças entre ângulo de saída e ângulo de saída
| Ângulo de inclinação | Ângulo de folga |
|---|---|
| A inclinação da superfície de saída do cortador é indicada pelo ângulo de saída. | A inclinação da superfície do flanco do cortador é indicada pelo ângulo de incidência. |
| O ângulo de inclinação pode ser negativo, zero ou positivo. | O ângulo de folga deve ter um valor positivo. Não pode ser negativo ou zero. |
| Influencia o fluxo de cavacos e a deformação de cisalhamento, mas tem uma influência insignificante na qualidade e precisão da superfície. | Influencia diretamente a qualidade e a precisão da superfície, mas não desempenha nenhum papel no fluxo de cavacos e na deformação por cisalhamento. |
| A borda embutida (BUE) pode alterar desfavoravelmente o ângulo de inclinação. | BUE não pode alterar o ângulo de incidência. |
Propósito básico: Ângulo de saída exibe a inclinação da superfície de saída da ferramenta de corte a partir do plano de referência. Como a superfície de inclinação é a superfície de escoamento do cavaco, o ângulo de inclinação também indica a direção do fluxo do cavaco. Por outro lado, o ângulo de incidência exibe a inclinação da superfície do flanco da ferramenta de corte em relação ao vetor de velocidade de corte. Este ângulo não tem influência direta no fluxo de cavacos. No entanto, ambos os ângulos podem ser medidos em diferentes planos (direções) para obter ides claros sobre a inclinação das superfícies correspondentes.
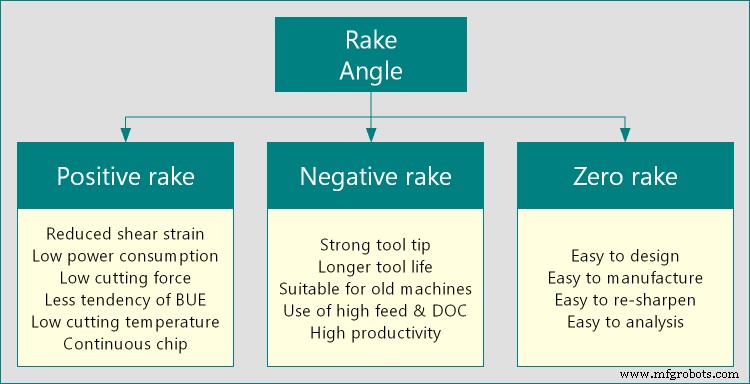
Valor destes ângulos: Uma fresa pode ter ângulo de saída positivo, negativo ou zero, cada uma com significado e vantagens especiais no desempenho da usinagem. Por exemplo, uma inclinação positiva oferece aresta de corte afiada e, portanto, o cisalhamento ocorrerá suavemente, exigindo um esforço mínimo. Alternativamente, uma inclinação negativa oferece uma ponta de ferramenta mais forte e, portanto, a ferramenta pode resistir a uma força de corte mais alta. No entanto, o ângulo de incidência do cortador não pode ser negativo ou mesmo zero, pois, em tais cenários, a superfície do flanco da ferramenta irá esfregar com a superfície acabada do produto. Normalmente, o ângulo de saída varia entre +15° a –15° e o ângulo de incidência varia entre +3° a +15°.
Função no desvio de cavacos, qualidade e precisão do produto: O ângulo de saída influencia diretamente a direção do fluxo de cavacos e a deformação de cisalhamento dos cavacos. Uma inclinação negativa aumentará a deformação de cisalhamento e, portanto, a espessura do cavaco aumentará. O coeficiente de redução de chip, abreviado como CRC, também será maior com rake negativo. No entanto, tem papel insignificante na qualidade e precisão dimensional do componente usinado. Ângulo de afastamento desempenha um papel crucial em tais fatores. O ângulo de incidência mais baixo pode prejudicar severamente a qualidade da superfície devido ao atrito extremo entre a superfície acabada do trabalho e a superfície do flanco da fresa.
Mecânica de usinagem e função do ângulo de saída: O ângulo de saída influencia direta ou indiretamente um grande número de fatores, incluindo tensão de cisalhamento, força de corte, torque de usinagem ou empuxo, consumo de energia, tipo e cor dos cavacos, etc. Na verdade, é um parâmetro importante em toda a mecânica de usinagem. O ângulo de afastamento desempenha um papel insignificante em tal análise.
Borda construída (BUE) e seu efeito: Durante a usinagem de materiais dúcteis com contato cavaco-ferramenta mais longo, um embrião de trabalho ou material de cavaco pode aderir à ponta da ferramenta no local mais favorável e subsequentemente crescer até se tornar maior e levar os cavacos que fluem. Essa presença indesejada de material na ponta da ferramenta altera o ângulo de inclinação para um altamente negativo. Como resultado, a deformação por cisalhamento e a força de corte podem aumentar, o que geralmente é indesejável. No entanto, o ângulo de incidência permanece inalterado pelo BUE.
A comparação científica entre o ângulo de saída e o ângulo de incidência é apresentada neste artigo. O autor também sugere que você consulte as seguintes referências para melhor compreensão do tema.
- Usinagem e máquinas-ferramentas por A. B. Chattopadhyay (1 st edição, Wiley).
- O que é ângulo de inclinação na ferramenta de corte? Nomes, efeitos, funções e valores por minaprem.com.
- Fonte da imagem:www.minaprem.com.
Diferença entre a superfície de inclinação e a superfície de flanco da ferramenta de corte
Diferença entre o ângulo de inclinação positivo e o ângulo de inclinação negativo
Tecnologia industrial
- Diferença entre acionamento por corrente e acionamento por engrenagem
- Diferença entre acionamento por correia e acionamento por corrente
- Diferença entre o cortador de ponto único e o cortador de vários pontos
- Diferença entre a superfície de inclinação e a superfície de flanco da ferramenta de corte
- Diferença entre o ângulo de inclinação positivo e o ângulo de inclinação negativo
- Diferença entre o processo de torneamento e o processo de fresamento
- Diferença entre ferramenta de corte e rebolo
- Diferença entre usinagem e retificação
- Qual é a diferença entre a Indústria 4.0 e a Indústria 5.0?
- Diferença entre o compensado de madeira macia e o compensado de madeira dura