


14 Capítulo 5:Esmerilhadeira de superfície
OBJETIVO
Após concluir esta unidade, você deverá ser capaz de:
• Identifique o Retificador de Superfície.
• Identificar Procedimentos.
• Descrever os procedimentos de Dressing the Wheel.
• Descreva o teste do anel.
• Descreva a substituição do rebolo.
• Descreva o procedimento de seleção do rebolo.
• Liste os principais abrasivos com suas áreas gerais de melhor uso.
• Liste os títulos principais com os tipos de aplicação em que são mais utilizados.
• Identifique pelo número e nome do tipo, a partir de esboços não marcados ou de rodas reais.
• Interprete as marcações de formato e tamanho do rebolo juntamente com cinco símbolos básicos de uma especificação de rebolo na descrição do rebolo.
• Considerando vários trabalhos de desbaste padrão e comuns, recomende o abrasivo apropriado, tamanho aproximado do grão, grau e liga.
O Surface Grinder é usado principalmente no processo de acabamento. É uma ferramenta muito precisa que usa uma roda estacionária, abrasiva e rotativa para raspar ou dar acabamento a uma superfície metálica que é mantida no lugar por uma morsa. Este torno, que faz parte de uma mesa, ou carro é movido para frente e para trás sob a roda abrasiva. A retificadora de superfície pode cortar aço em peças não maiores que 18” de comprimento por 6” de altura por 8” de largura. A mesa do moedor também é magnética, o que ajuda a manter o material imóvel. Esses ímãs podem ser alternados por meio de uma alavanca localizada na parte frontal do moedor. Este instrumento tem um corte máximo de 0,005 de polegada e um corte mínimo de 0,005 de polegada. O movimento do moedor pode ser automático, para frente e para trás, ou movido manualmente, conforme necessário.
Precauções de segurança
Além das regras normais de segurança da oficina mecânica, estas são algumas dicas sobre como usar esta máquina com segurança:
• Sempre use óculos de segurança, pois esta máquina pode enviar aparas em todas as direções.
• Sempre espere que a roda atinja a velocidade máxima antes de usá-la, pois pode haver
• Se tiver cabelo comprido, deve mantê-lo preso para que não fique preso na máquina.
• Nunca bata a roda contra o material, pois isso pode causar falhas na roda, o que pode resultar em perda de integridade e pode se soltar.
• Certifique-se sempre de que a proteção esteja colocada sobre o rebolo, pois isso protege o usuário das aparas que são retiradas do material.
• Certifique-se sempre de que o material esteja bem preso no lugar.
• Certifique-se sempre de que a mesa magnética esteja limpa antes de colocar o material sobre ela, pois as aparas podem riscar o material ou até mesmo fazer com que o material deslize a roda que você está usando na esmerilhadeira.
• Certifique-se de que o moedor tenha um botão de partida/parada ao alcance do operador.
• Verifique o rebolo antes de montá-lo. Certifique-se de que está em boas condições de funcionamento e manutenção adequada.
• Siga as instruções do fabricante para montar os rebolos.
• Mantenha a face da roda uniformemente revestida.
• Certifique-se de que a proteção do rebolo cubra pelo menos metade do rebolo.
• Lime todas as rebarbas na superfície de trabalho que é colocada no mandril magnético.
• Limpe o mandril magnético com um pano e depois limpe com a palma da mão.
• Coloque um pedaço de papel ligeiramente maior que a peça de trabalho no centro do mandril.
• Posicione o trabalho no papel e ligue a alimentação do mandril magnético.
• Verifique se o mandril magnético foi ligado tentando remover o trabalho do mandril.
• Verifique se a roda limpa o trabalho antes de iniciar a esmerilhadeira.
• Execute um novo rebolo por cerca de um minuto antes de engatar o rebolo no trabalho.
• Aguarde até que a roda atinja a velocidade máxima antes de usá-la, pois pode haver falhas invisíveis na roda.
• Fique de um lado da roda antes de iniciar a esmerilhadeira.
• Desligue o refrigerante antes de parar a roda para evitar criar uma condição de desequilíbrio.
• Mantenha a superfície de trabalho livre de sucatas, ferramentas e materiais.
• Mantenha o piso ao redor da esmerilhadeira limpo e livre de óleo e graxa.
• Use um sistema de exaustão de ventilação adequado para reduzir a inalação de poeira, detritos e névoas de refrigerante. Os sistemas de exaustão devem ser projetados e mantidos adequadamente.
• Siga os procedimentos de bloqueio ao realizar trabalhos de manutenção.
Procedimento para uso
• O primeiro passo ao usar a retífica de superfície é certificar-se de que o material que você deseja moldar pode ser usado na retífica. Materiais macios, como alumínio ou latão, irão obstruir a roda abrasiva e impedir que ela funcione de forma eficaz, e então ela terá que ser limpa. Este processo é explicado na seção Manutenção. O tamanho máximo de um material que o moedor pode usinar é 18" de comprimento por 8" de largura por 6" de altura.
• O próximo passo é garantir que o material esteja seguro. Isso é feito usando um torno e, em seguida, engatando o grampo magnético. Uma vez que o material esteja seguro, ele deve ser posicionado manualmente sob a roda abrasiva. Isso é feito girando as rodas de longitude e latitude localizadas na frente do moedor. A própria roda abrasiva pode ser movida levemente para colocar o material na posição perfeita.
• Em seguida, a máquina pode ser iniciada. Ele deve atingir a velocidade máxima antes de tentar usá-lo por motivos de segurança. Se a roda estiver funcionando corretamente, use manualmente quando um trabalho muito preciso precisar ser feito.

Figura 1. Esmerilhadeira de superfície Chevalier
Vestindo a roda
1. Coloque a cômoda de diamante na cama.
2. Mantenha o aparador de diamante ¼ de polegada à esquerda do centro da roda.
3. Trave a cômoda na cama, ligando o mandril magnético.
4. Ligue a alimentação da máquina girando o interruptor para a posição “ON”. Em seguida, pressione o botão verde para iniciar o eixo.
5. Mova o rebolo para baixo usando o volante da mesa vertical até que ele quase não faça contato com o dressador.
6. Desligue a máquina após fazer contato com a cômoda.
7. Ligue a máquina novamente. Enquanto o rebolo estiver girando, abaixe o rebolo na direção Z até formar uma pequena nuvem de poeira.
8. Uma vez que a pequena nuvem de poeira tenha sido feita, faça uma passagem para trás e para frente ao longo do eixo Y. Pare a máquina quando a cômoda tiver feito um passe para trás e para frente.
9. Ao parar a máquina, certifique-se de que o dressador esteja a cerca de ½ polegada de distância da roda.
10. Verifique a roda para ver se está limpa. Caso contrário, repita os passos 8 e 9.
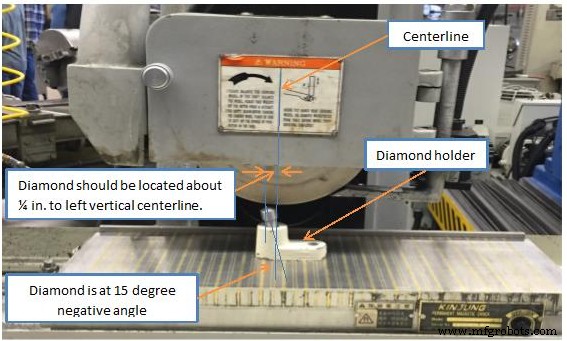
Figura 2. Vestir a roda
Teste de toque
Os rebolos devem ser inspecionados e “testados” antes de serem montados para garantir que estejam livres de rachaduras ou outros defeitos. As rodas devem ser batidas suavemente com um instrumento leve e não metálico. Uma roda estável e não danificada dará um tom metálico claro ou “anel”.
Realizando o teste de toque:
Certifique-se de que a roda esteja seca e livre de serragem ou outro material que possa amortecer o som do anel.
Você precisará de um objeto de plástico rígido ou madeira dura, como o cabo de uma chave de fenda ou outra ferramenta, para realizar o teste. Use um martelo de madeira para ferramentas mais pesadas. Não use objetos metálicos.
- Suspenda a roda em um pino ou eixo que se encaixe no orifício para que seja fácil de girar, mas não coloque a roda na esmerilhadeira. Se a roda for muito grande para ser suspensa, coloque-a em uma superfície limpa e dura.
- Imagine um prumo vertical no centro da roda.
- Bata a roda cerca de 45 graus em cada lado da linha vertical, cerca de 2 ou 5 cm da borda da roda. (Rodas grandes podem bater na borda e não na lateral da roda.)
- Gire a roda 180 graus para que a parte inferior da roda fique para cima.
- Toque na roda cerca de 45 graus em cada lado da linha vertical novamente.
- A roda passa no teste se der um tom metálico claro quando tocada em todos os quatro pontos. Se a roda parecer morta em qualquer um dos quatro pontos, ela está rachada. Não use.
Substituindo o rebolo
- Abra a caixa da roda. Se a caixa da roda estiver muito apertada, isso pode exigir um par de chave inglesa, chave inglesa e um martelo de borracha.
- Remova a placa de metal na parte superior soltando os parafusos que a prendem à caixa da roda.

Figura 3. Remova a placa de metal e a caixa da roda
3. Atrás da roda, no fuso, há um buraco. Insira a chave do lado direito na parte de trás do eixo. A chave de fenda deve ser capaz de caber no orifício.
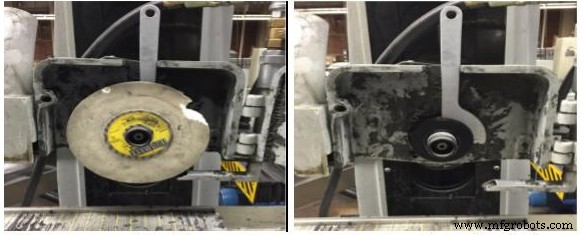
Figura 4. Fixe a chave no orifício Figura 5. Remova o rebolo
4. Insira a chave nos dois orifícios na frente da roda. Ao soltar a roda do eixo da roda, girar para a direita soltará e girar para a esquerda apertará. 5. Bata na chave em forma de triângulo com um martelo de borracha para soltar a roda. 6. Para colocar um novo rebolo, inverta o procedimento. Girar a chave em forma de triângulo para a esquerda irá apertá-la. Ao instalar a roda, certifique-se de que a chave esteja do lado esquerdo e não do lado direito. Gire a chave em forma de triângulo com a mão e, quando não for mais possível, use o martelo de borracha. 7. Remova a chave da parte traseira do eixo. 8. Aparafuse a placa de volta na parte superior da caixa da roda. 9. Feche a caixa da roda e aperte o botão.
Procedimento de retificação
- Certifique-se de que a roda adequada para o estoque está sendo usada. Existem diferentes rebolos para alumínio, aço inoxidável e titânio.
- Limpe a base antes de colocar a peça de trabalho nela. Isso evitará interferência com o mandril magnético.
- Coloque paralelos magnéticos ao redor da peça de trabalho para garantir que ela não se desloque durante a retificação.
- Ligue o mandril magnético para prender as peças na cama.
- Ajuste a posição da cama e do selim para centralizar a coronha abaixo da roda.
- Abaixe a roda uma polegada acima da peça de trabalho.
- Pegue um pedaço de papel e coloque-o entre a roda e o estoque. Mova o papel para frente e para trás enquanto abaixa simultaneamente a roda até que o papel não seja mais capaz de se mover para zero no eixo z. Veja a figura 1.
- Zere o eixo z da peça de trabalho ajustando o seletor no volante de alimentação descendente para 0 polegadas. Veja a figura 2.
- Bloqueie o bloco de configuração do curso longitudinal da mesa para que haja cerca de 2,5 cm de sobrecurso em cada extremidade do curso da mesa.
- Ajuste a posição da mesa para que a roda fique cerca de uma polegada à direita da peça de trabalho.
- Abaixe o rebolo até a profundidade de retificação desejada. Deve haver um downfeed máximo de 0,001 polegada por passagem.
- Certifique-se de que a roda não esteja em contato com a peça de trabalho antes de ligar a alimentação principal. Press the green button to turn the spindle on and turn the coolant switch on.
- Grind the stock by making passes left to right along the x-axis.
- Once the first strip of the workpiece has been sufficiently ground, turn the y-axis handwheel half a turn clockwise.
- Grind another strip of the workpiece from left to right along the x-axis.
- Repeat until the workpiece is fully ground, then repeat all of the previous steps for the other side.

Figure 6. Setting the z axis Figure 7. Setting downfeed
Grinding Wheel
Select the grinding wheel:
Keep in mind that a grinding wheel is a form of cutting tool, and except in the case of wheel for general purpose grinding, the abrasive, grit size, grade and structure, bond type should be selected to fit the particular job on which the wheel is to be used, just as a cutter, drill or tap is selected for its specific job.
To select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. There are:
1. Grinding wheel manufactures instruction.
2. Material to be ground and its hardness.
3. Amount of stock to be removed and finish required.
4. Are of grinding contact.
5. Severity of the grinding operation.
6. Wheel speed.
7. Feed rate
8. Operating technique.
Suggestions:
1. First consider the material to be ground and its hardness. These effect the choice of abrasive, grift size, and grade or hardness of the wheel.
- Aluminum oxide are best for steels, while Silicon carbide abrasives are better suited to grinding cast iron, nonferrous metals and nonmetallic materials.
- A relatively fine grit size works best on taking heavier cuts can be used advantageously on soft and ductile materials that are readily penetrated.
- The hardness of the material to be ground also affects choice of the wheel grade or hardness. A harder grade can be used on soft, easily penetrated materials than on hard materials which naturally tend to dull the wheel faster. The softer grades release the dull grains more readily to present new, sharp grains to the work.
2. Second factor, in selecting a wheel in the amount of stock to be removed and the finish required. These affect the choice of grift size and bond as follows:
- A relatively coarse grit size is selected for rapid stock removal without regard for finish as rough grinding; a fine grift should be used where a high finish is desired.
- Vitrified bonded wheels are generally used where a commercial finish satisfactory. The organic bonds, resinoid, rubber and shellac, produce the highest finish.
3. The area of grinding contact between the wheel and the work affects the choice of grift size and grade.
- A coarse grift is required when the contact area is relatively large, as in surface grinding with cup wheels, cylinders or segments, to provide adequate chip clearance between the abrasive grains. As area of contact becomes smaller and the unite pressure tending to break down the wheel face becomes greater, finer grit wheels should be used.
- As to the grade or hardness, on large area of contact a soft grade will provide normal breakdown of the wheel, insuring continuous, free-cutting action. A harder grade, on the other hand, is needed to stand up under the increasingly higher unit pressure as the area of contact becomes smaller.
4. The severity of the grinding operation affects the choice of abrasive and grade.
- A tough abrasive like 4A Aluminum Oxide should be used for rough, heavy duty grinding of steel.
- The milder abrasives like 32 and 38 Aluminum Oxide are best for lighter precision grinding operations on steels and semisteels, while the intermediate 57 and 19 Aluminum Oxide abrasives are used for precision and semiprecision grinding of both mild and hard steels.
- The severity of the grinding operation also influences the choice of grade. Hard grade provide durable wheels for rough grinding such as snagging, while medium and softer grade wheels can be used for precision type operations which are less severe on the wheel.
5. The speed at which the grinding wheel is to be operated often dictates the type of bond.
- Vitrified bonded wheels should not be used at speeds over 6,500 s.f.p.m. With few exceptions, when the speed exceeds this figure, resinoid, rubber or shellac bonded wheels should be used. Note, the safe operating speed shown on the tag, wheel or blotter must never be exceeded.
6. Feed rate
- The higher the feed rate, the greater the grinding pressure is. If the grinding speed of workpiece must be increased, the feed rate will be increased, then the wear of the wheel will be faster. Therefore a harder grinding wheel is required.
- A standard wheel marking system is used for the identifying five major factors in grinding wheel selection:
- Type of abrasive
- Grit size
- Grade or hardness
- Structure
- Bond
First Symbol:Type of Abrasive
A wheel marked A 60-J8V indicates the following:
A – Fused aluminum oxide
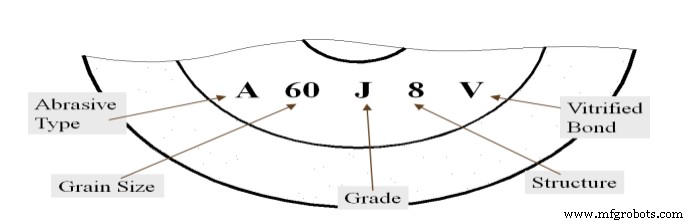
Figure 8:Grinding Wheel Marking
Second Symbol:Grit Size
The following scale can be used to determine grit:

Third Symbol:Grade of Hardness
- Hardness grade is a measure of bond strength of the grinding wheel.
- Bond material holds abrasive grains together in the wheel.
- The stronger the bond, the harder the wheel.
- Hardness grade is a measure of bond strength of the grinding wheel.
A to G are softer.
H to P are more medium grades.
R to Z are harder.
Fourth Symbol:Structure
- Structure, the spacing of the abrasive grains in the wheel is indicated by numbers.
1 is a dense structure.
8 is a more medium structure.
15 is an open structure.
Fifth Symbol:Bond
- Bond is identified by letter according to the following:
- V – Vitrified
- B – Resinoid
- R – Rubber
- E – Shellac
- M – Metal
Standard grinding wheel marking example:
1- A – 305 X 25 X 127 WA 46 K 8 V 7N 2000m/min
FROM(WHEEL TYPE):1(Straight-plain)
FACE:A
SIZE:Dia. (D) X Width(W) X Bore(H)
ABRASIVE TYPE:WA (See Figure 2)
GRAIN SIZE:46 (See Figure 2)
GRADE:K (See Figure 2)
STRUCTURE:8 (See Figure 2)
BONE TYPE:V (See Figure 2)
MAKER CODE:7N
MÁX. RPM:2000m/min.
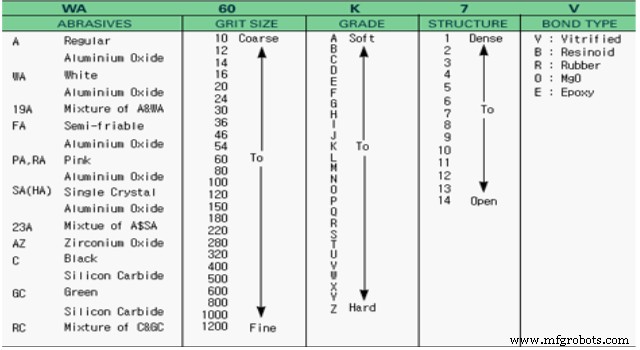
Figure 9:Grinding Wheel Selection Chart
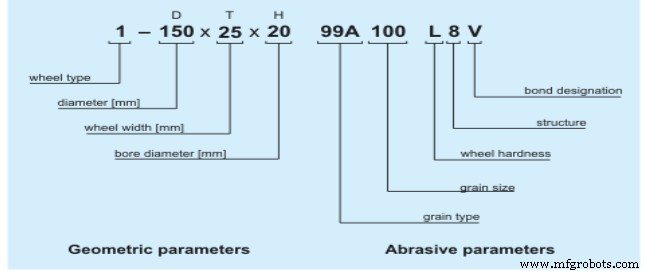
Figure 10:Grinding Wheel Selection Chart
UNITS TEST
1. Please list five Safety Precautions.
2. Please list five main parts of the surface grinders.
3. What is a diamond wheel dresser?
4. When Dressing the Wheel how far Diamond dresser should be located to the left of the center of the wheel?
5. What is a Ring Test?
6. How do you Performing the ring test?
7. When select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. Please list five out of eight factors.
8. Aluminum oxide grinding wheel are best for what?
9. A standard wheel marking system is used for the identifying factors in grinding wheel selection. Please all five major factors?
10. A wheel marked WA 80-L9B, Please indicates the following.
Chapter Attribution Information
This chapter was derived from the following sources.
Grinding and Buffing derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
Tecnologia industrial
- Acabamento da superfície de fundição de investimento
- 12 Capítulo 3:Drill Press
- Esmerilhadeira de Superfície Rotativa e Qualidade de Processamento
- Lixamento de superfície à moda antiga
- Introdução à retificadora de superfície PLC
- Introdução e guia detalhados do moedor de superfície
- Quatro tipos de retificadoras e seus usos
- Como tirar o máximo proveito do seu moedor de superfície de bancada
- Um guia rápido para triturador de superfície de coluna
- Tolerância de planicidade em GD&T