


Controle de deformação CNC para alumínio de parede fina na fabricação aeroespacial
Os mercados aeroespacial, espacial comercial e eVTOL exigem componentes cada vez mais finos e de alta proporção. Os engenheiros trabalham rotineiramente com peças de alumínio de paredes finas — geralmente com <1,0 mm de espessura e>100 mm de profundidade — feitas de ligas 6061‑T651 ou 7075. A usinagem convencional de 3 eixos se esforça para manter a precisão dimensional dentro da tolerância de 0,01 mm exigida para peças aeroespaciais, ao mesmo tempo em que gerencia a inevitável deformação ondulada que pode surgir.

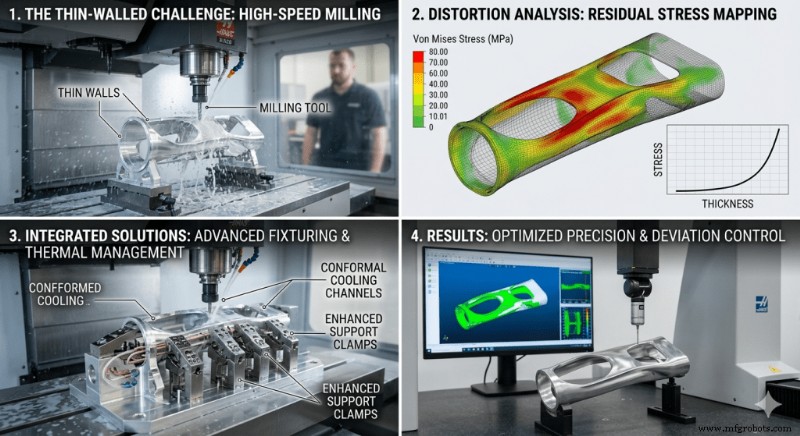
Análise Mecânica de Deformação em Ligas de Alumínio
Três forças primárias impulsionam a deformação em alumínio de parede fina:
- Tensões residuais introduzido durante a laminação, têmpera e alongamento. A remoção de material durante a usinagem CNC perturba o equilíbrio, causando empenamento ou torção à medida que a peça busca um novo estado estável.
- Forças de corte tornam-se problemáticos ao usinar paredes de alta proporção. A baixa rigidez das seções finas pode levar a deflexões que excedem os limites de tolerância, e a trepidação regenerativa (vibração autoexcitante) produz irregularidades na superfície e espessura de parede subdimensionada.
- Expansão térmica é significativo para o alumínio. O fresamento em alta velocidade na zona de cisalhamento gera calor; se o aumento de temperatura não for dissipado, a peça encolhe ao esfriar, comprometendo ainda mais a precisão dimensional.
Comparação Técnica:Metodologias Padrão vs. Metodologias Avançadas
A transição de um fluxo de trabalho sistemático e de alta precisão de 5 eixos é essencial. A tabela abaixo contrasta as práticas convencionais com o padrão de fabricação aeroespacial de 2026:
Parâmetro Técnico | Processo padrão de 3 eixos | Processo de 5 eixos de alta precisão (padrão 2026)
Configuração da peça | Torno/fixação convencional | Fixação de ponto zero e fixação a vácuo
Estratégia de usinagem | Fresamento lateral sequencial | Fresamento Simétrico Simultâneo
Gerenciamento de Tensão de Material | Nenhum (estoque bruto) | Estabilização Criogênica / Envelhecimento em Vários Estágios
Velocidade de Corte (Vc) | 180m/min | 350m/min (Siemens 840D SL de alta dinâmica)
Taxa de alimentação (Fz) | 0,05 mm/dente | 0,12 mm/dente (carga otimizada por IA)
Interface de ferramentas | Pinças padrão ER | Amortecimento Hidráulico / Ajuste Térmico
Desvio Dimensional | 0,15–0,30 mm | <0,008 mm
Acabamento superficial (Ra) | 1,6–3,2 µm | <0,4 µm (direto ao acabamento)
Caminhos tecnológicos essenciais para usinagem de alta proporção
Alcançar uma precisão inferior a 0,01 mm depende de um trio de estratégias interligadas:técnicas de corte avançadas, inovação em ferramentas de corte e controle de processo orientado por IA.
1. Fresamento Simétrico Simultâneo
A usinagem tradicional remove o material de um lado da parede antes do outro, concentrando a tensão em uma única superfície e acionando o retorno elástico. A fresagem simétrica corta ambos os lados em tandem (ou alternadamente), equilibrando as forças e mantendo a parede estável durante todo o ciclo.
2. Tecnologia de amortecimento e geometria de ferramentas
A supressão de vibração começa com a ferramenta certa. As fresas de topo com hélice variável e passo variável interrompem a frequência de vibração periódica que impulsiona a trepidação regenerativa no alumínio 6061. Juntamente com amortecedores hidráulicos rígidos (amortecedores embutidos no porta-ferramenta), esses sistemas permitem cortes mais profundos sem comprometer o acabamento superficial.
3. Compensação preditiva orientada por IA
Os sistemas de controlo modernos da FANUC ou da Siemens incorporam algoritmos de IA que monitorizam continuamente as temperaturas do fuso e da base. O controlador calcula a expansão térmica instantaneamente e ajusta os deslocamentos da ferramenta, garantindo que a aresta de corte permaneça no alvo, independentemente do acúmulo de calor.

Lista de verificação de implementação para otimização de processos
- Pré-tratamento de material: Resfrie criogenicamente a liga a –196°C para estabilizar a microestrutura e redistribuir as tensões residuais.
- Desbaste Estratégico: Execute passagens ásperas de alta velocidade e pouca profundidade para remover material a granel e, ao mesmo tempo, preservar a integridade da parede. Reserve uma margem de 0,3–0,5 mm para a passagem final.
- Ciclos de alívio do estresse: Para peças críticas, insira um ciclo de recozimento entre o desbaste e o acabamento para manter um estado de tensão estável.
- Ambiente de usinagem de acabamento: Realize passagens finais em uma câmara climática de ±1°C. Prefira lubrificação por quantidade mínima (MQL) em vez de refrigeração por inundação para evitar choque térmico em paredes delicadas.
- Inspeção em linha: Monte sondas de toque de alta precisão na máquina. Meça as dimensões críticas imediatamente após o último corte e corrija automaticamente os deslocamentos da ferramenta antes de desafixar.
Ao mudar do gerenciamento de processos reativo para o proativo – equilibrando forças de corte, amortecendo vibrações e compensando efeitos térmicos – os engenheiros podem fornecer com segurança peças de alumínio de parede fina que atendem ou excedem a tolerância de 0,01 mm exigida pelas aplicações aeroespaciais.
Guias relacionados
Usinagem adaptativa para implantes Ti6Al4V:eliminando vibrações e melhorando a qualidade
Dominando a produção Blisk com usinagem composta de torneamento e fresamento de 5 eixos
Tecnologia industrial
- Software de inventário:principais recursos para gerenciamento de manutenção
- Conectores de cabo de crimpagem versus soldagem:escolha o melhor para conexões confiáveis
- Veículos autônomos agora navegam sem mapas 3D
- Compreendendo as dimensões mínimas da dobra
- Decidindo entre modificar um molde de injeção existente ou construir um novo:um guia prático
- Guia definitivo do processo de montagem de PCB de baixo volume
- Marketing industrial:o que os fabricantes precisam saber
- Seis etapas para uma cadeia de suprimentos ética e sustentável
- Kennametal apresenta nova linha de ferramentas PCD
- Notação Científica