


Dominando a produção Blisk com usinagem composta de torneamento e fresamento de 5 eixos
O Brisk, um composto de pás e disco de turbina, é fundamental para as modernas turbinas a gás e motores de aeronaves. Sua geometria complexa e tolerâncias dimensionais rigorosas fazem dele um dos componentes mais desafiadores para usinar com métodos convencionais, resultando em altas taxas de rejeição, desgaste acelerado da ferramenta e atrasos dispendiosos na produção.
O torneamento-fresamento composto de 5 eixos combina a usinagem simultânea de 5 eixos com recursos integrados de torno-fresamento, permitindo que os fabricantes resolvam as principais dificuldades de deformação de paredes finas, dureza do material, riscos de interferência e erros de fixação cumulativos.
Neste artigo, examinamos os principais obstáculos na fabricação de precisão, ilustramos como a tecnologia CNC de 5 eixos os supera e apresentamos um estudo de caso real da JTR Machine. Quer você seja um engenheiro aeroespacial ou um gerente de produção, este guia mostrará como produzir blisks ultraprecisos e de alto volume com eficiência.

O que é um Blisk e por que ele é importante no setor aeroespacial
Um blisk (disco com lâminas) funde as pás da turbina e o disco em uma única peça, eliminando encaixes ou parafusos convencionais. Esta integração reduz o peso, melhora a eficiência aerodinâmica e reduz o risco de falhas mecânicas – tornando os blisks essenciais para motores civis e militares, motores de helicópteros e turbinas a gás para geração de energia.
À medida que as exigências de desempenho do motor aumentam, a necessidade de componentes precisos aumenta. No entanto, as próprias características que conferem benefícios – lâminas torcidas, canais estreitos e paredes ultrafinas – também dificultam a usinagem com ferramentas padrão.

Antes de propor soluções, é crucial compreender os quatro principais pontos problemáticos na fabricação de discos laminados:estrutura, material, precisão e ineficiência do processo.
1. Canais Estreitos e Alto Risco de Interferência
Blisks têm passagens estreitas entre lâminas torcidas. Colisões de ferramentas são comuns, exigindo planejamento de caminho avançado e capacidade de RTCP (acompanhamento de dicas de ferramentas) da máquina. Sem o controle de 5 eixos, os porta-ferramentas podem atingir as superfícies das lâminas, produzindo fragmentos ou danos.
A interferência durante a usinagem é uma das principais causas de rejeição de programas CNC. A simulação precisa e estratégias para evitar colisões são, portanto, obrigatórias.
2. Deformação de paredes finas
As paredes da lâmina normalmente variam de 0,5 mm a 2 mm. Sob forças de corte, elas desviam, trepidam e ricocheteiam, comprometendo o acabamento e o controle de tolerância. A deformação de paredes finas é especialmente severa quando se trabalha com ligas de titânio ou superligas à base de níquel, onde as forças de corte são altas.
A vibração não apenas degrada a qualidade da superfície, mas também acelera o desgaste da ferramenta.
3. Materiais difíceis de cortar
Os materiais blisk comuns – superligas à base de níquel (Inconel718, Waspaloy) e ligas de titânio (TC4, Ti6Al4V) – são excepcionalmente fortes, têm baixa condutividade térmica e geram altas temperaturas de corte. Isso leva ao rápido desgaste da ferramenta, queima e aderência.
São necessários parâmetros de corte especializados, revestimentos de ferramentas e gerenciamento térmico. Nos processos tradicionais, o desgaste da ferramenta torna-se um importante fator de custos.
4. Requisitos de precisão ultra-alta
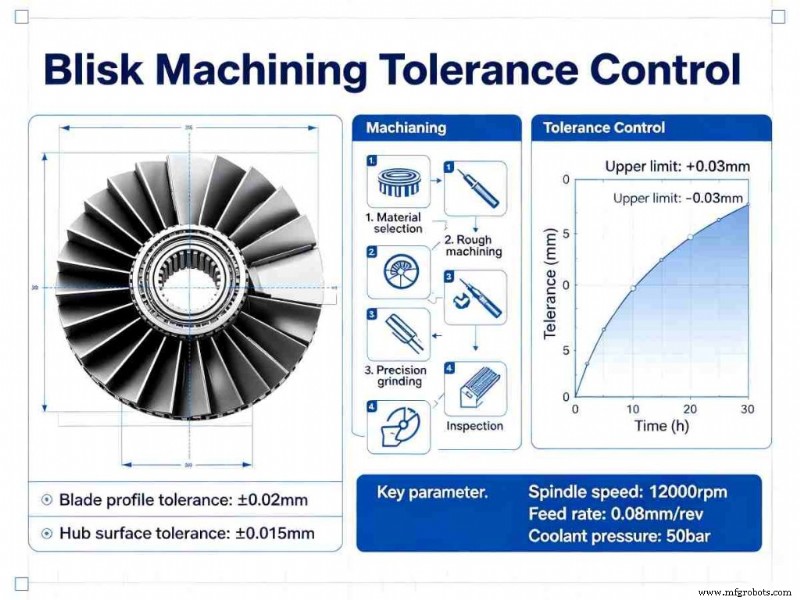
As tolerâncias típicas do perfil da lâmina são de ±0,003 mm, enquanto a rugosidade da superfície deve permanecer abaixo de Ra≤0,8 µm. Alcançar essas especificações exige um envolvimento contínuo e suave da ferramenta – impossível com máquinas de 3 eixos ou configurações múltiplas.
A usinagem de alta precisão testa a estabilidade e o controle dinâmico de uma máquina.
5. Erros cumulativos de múltiplas fixações
Os fluxos de trabalho tradicionais envolvem cinco ou mais fixações:torneamento da peça bruta, fresamento da lâmina, perfuração, retificação e polimento. Cada reposicionamento introduz erros de posicionamento, prejudicando a tolerância geométrica final.
Mesmo com acessórios de precisão, erros cumulativos tornam o controle de tolerância pouco confiável quando as peças se movem entre máquinas.
6. Desafios Adicionais
- Vibração e trepidação da ferramenta em ferramentas de pescoço longo na usinagem de cavidades profundas
- Dificuldade em limpar cantos e áreas de transição
- Grande deformação térmica durante processamento prolongado
Estas questões explicam por que os métodos convencionais ficam aquém das necessidades aeroespaciais modernas. A indústria exige uma mudança fundamental – o Torno-Fresamento Compound Machining de 5 eixos proporciona essa mudança.
Como a usinagem composta de torneamento-fresamento de 5 eixos resolve os desafios do Blisk
O torneamento-fresamento composto de 5 eixos combina a usinagem simultânea de 5 eixos com a tecnologia de torneamento-fresamento, abordando todos os pontos problemáticos com vantagens distintas.
1. A fixação única elimina erros cumulativos
Ao integrar torneamento, fresamento, furação e outras operações em uma única máquina, todo o processamento é realizado com uma única fixação. Isso elimina erros de posicionamento inerentes a múltiplas configurações, garantindo precisão consistente.
2. A articulação de 5 eixos supera interferências e geometria complexa
Eixos duplos de rotação A/B combinados com RTCP permitem que a ferramenta incline e gire livremente, acessando canais estreitos e superfícies curvas complexas sem colisão. A programação CAM adequada automatiza a prevenção de interferências.
3. O controle de precisão atende a tolerâncias ultraelevadas
Os centros modernos apresentam réguas de grade de circuito totalmente fechado e compensação térmica orientada por IA. O ajuste em tempo real do desvio térmico e do desgaste da ferramenta garante tolerância de perfil ±0,003mm e rugosidade superficial Ra≤0,8µm, mesmo em oficinas sem temperatura controlada.
4. O corte otimizado reduz o desgaste e a deformação da ferramenta
Parâmetros de corte personalizados e estratégias de percurso da ferramenta — como desbaste trocoidal e acabamento com carga de cavacos constante — minimizam as forças de corte e a temperatura. A lubrificação a seco ou microlubrificação protege ainda mais as ferramentas e reduz a deformação de paredes finas.
5. Ganhos de eficiência e redução de custos
Em comparação com os métodos tradicionais, os tempos de ciclo caem 60% ou mais. Menos máquinas, menos manuseio e maior rendimento na primeira passagem se traduzem em menor custo por peça e permitem uma produção em massa economicamente viável.

Estudo de caso:solução de torneamento e fresamento de 5 eixos da JTR Machine para produção de ligas de titânio Blisk
O centro de torneamento e fresamento de 5 eixos da JTR Machine demonstra os benefícios práticos desta tecnologia.
Antecedentes do projeto
Um fabricante nacional de motores aeroespaciais precisava produzir em massa blisks de liga de titânio (Φ320mm, 12 pás). Os requisitos incluíam tolerância de perfil ≤±0,003mm, rugosidade superficial Ra≤0,6µm e um lote de 120 peças por ano. O fluxo de trabalho tradicional de 3 eixos mais torneamento envolvia cinco fixações, causando baixa eficiência, erros cumulativos e perda de prazos de entrega.
Visão geral da solução
A JTR Machine implantou seu centro de torneamento e fresamento de 5 eixos equipado com eixos de rotação duplos A/B, réguas de grade de circuito fechado e compensação térmica de IA. Um acessório hidráulico proporcionou fixação única com posicionamento do furo interno.
Fluxo do processo:
- Usinagem de desbaste: Torneamento do círculo externo e da face final, seguido de fresamento em desbaste dos canais da lâmina com ferramentas de metal duro de alto desempenho.
- Acabamento: Fresamento de articulação de 5 eixos do perfil completo da lâmina, incluindo limpeza de cantos de filé de raiz com cortadores de pirulito especializados.
- Processamento auxiliar: Indexação do eixo C para fresar furos de resfriamento radiais e recursos secundários.
A otimização do caminho da ferramenta e dos parâmetros foi direcionada à liga de titânio, empregando desbaste trocoidal e acabamento com carga de cavacos constante para eliminar trepidações. Todo o processo ocorreu 24 horas continuamente sem supervisão.
Resultados
- Precisão: Tolerância do perfil da lâmina ±0,0025mm, rugosidade da superfície Ra≤0,6µm, tolerância de posição do furo ±0,003mm - tudo excedendo as especificações do cliente.
- Eficiência: O tempo de ciclo foi reduzido de 72 horas por peça para 22 horas, uma melhoria de 227%.
- Custo e qualidade: O custo da peça única caiu 35%; a taxa de qualificação de lote atingiu 99,5%, apoiando a meta de entrega anual.
Feedback do cliente
“A usinagem composta de torneamento e fresamento de 5 eixos da JTR resolveu nossos grandes desafios, proporcionando precisão e velocidade, tornando-se nosso parceiro confiável de longo prazo.”

Por que escolher a máquina JTR para torneamento-fresamento Blisk de 5 eixos?
1. Experiência técnica comprovada
Com mais de 70 unidades CNC de precisão, incluindo uma frota de centros avançados de torneamento e fresamento de 5 eixos, a JTR Machine traz décadas de conhecimento institucional para geometrias complexas.
2. Rigorosa garantia de qualidade
A conformidade com os padrões ISO9001:2008, TS16949 e IATF sustenta todos os processos. A inspeção usa CMMs Hexagon, projetores ópticos e testadores de rugosidade de superfície para garantir que as peças atendam ou excedam as especificações de impressão.
3. Soluções personalizadas
Não existem dois blisks idênticos. A JTR oferece soluções personalizadas de torno-fresamento de 5 eixos, personalizadas de acordo com os requisitos de material, precisão e volume de cada cliente.
4. Entrega rápida e suporte 24 horas por dia, 7 dias por semana
Cotações rápidas, entrega no mesmo dia e consultoria 24 horas por dia reduzem o tempo de inatividade e aceleram o tempo de colocação no mercado.
Perguntas frequentes
Q1:Quais materiais a JTR Machine pode processar com a tecnologia de torno-fresamento de 5 eixos?
R:Ligas de titânio (TC4, Ti6Al4V), superligas à base de níquel (Inconel718, Waspaloy), aço inoxidável e ligas de alumínio são todas suportadas.
Q2:Qual é o tempo de ciclo típico para um único brilho?
R:Varia de acordo com o tamanho e a complexidade. Para a liga de titânio de Φ320 mm em nosso estudo de caso, o ciclo foi de 22 horas – 60% mais rápido que os métodos tradicionais. Contate-nos com seu CAD para um orçamento personalizado.
Q3:O JTR atende aos padrões aeroespaciais de altíssima precisão?
R:Sim. Nossos centros alcançam tolerância de perfil ±0,003mm e rugosidade superficial Ra≤0,8µm, totalmente compatível com as especificações aeroespaciais.
Q4:Qual é a taxa de qualificação de lote do JTR para produção de Brisk?
R:Consistentemente 99,5% ou mais, graças ao rigoroso controle de processo e inspeção em processo.
Guias relacionados
Controle de deformação CNC para alumínio de parede fina na fabricação aeroespacial
Alumínio CNC vs Fundido vs Forjado:Qual é o melhor para peças de motocicleta?
Tecnologia industrial
- O crescente impacto da rastreabilidade nas cadeias de abastecimento de alimentos
- Escolhendo o inserto de rosqueamento correto
- Classificações e pacotes de transistores (IGFET)
- Perfil de uma Linha vs. Perfil de uma Superfície
- Cinco perguntas para testar sua estratégia de negócios pós-pandemia
- 3 vantagens da otimização de topologia que sua equipe de produto não pode perder
- 23 Unidade 6:Controle de Haas
- 4 Locais para anunciar sua empresa on-line
- Motores do comutador CA
- Como os pequenos fabricantes podem se adaptar melhor ao trabalho remoto