


Vigas Universais e seu Rolamento
Vigas universais e seu rolamento
As vigas universais também são conhecidas como vigas de flange paralelas ou vigas de flange larga. A seção transversal de uma viga universal é em forma de I ou H. As vigas em forma de H também são referidas como colunas universais. A porção horizontal da seção transversal de uma viga universal é conhecida como flanges, enquanto o elemento vertical é denominado alma. A viga H tem flanges mais largas do que a viga I. As vigas universais geralmente são laminadas a partir de aços estruturais e são usadas na construção e engenharia civil. A viga universal tem o perfil de seção transversal mais eficiente, pois a maior parte de seu material está localizada longe do eixo neutro, proporcionando um segundo momento de área elevado, que por sua vez aumenta a rigidez e, portanto, a resistência à flexão e à deflexão.
As vigas H têm largura e profundidade iguais ou quase iguais e são mais adequadas para serem orientadas verticalmente para suportar carga axial, como colunas em construções de vários andares, enquanto as vigas I são significativamente mais profundas do que largas são mais adequadas para suportar carga de flexão, como como elementos de vigas em pisos.
Quando uma viga se dobra, a parte superior da viga está em compressão e a parte inferior está em tração. Essas forças são maiores no topo e no fundo. Uma vez que uma viga universal tem maior quantidade de material nos lados superior e inferior e menor material na alma, ela fornece uma seção estrutural que é rígida com o uso de menos material.
Embora as vigas I sejam excelentes para dobras unidirecionais em um plano paralelo à alma, elas não funcionam tão bem na dobra bidirecional. Essas vigas também apresentam pouca resistência à torção e sofrem empenamento seccional sob carga de torção. Para problemas dominados por torção, seções de caixa e outros tipos de seções rígidas são usadas em preferência às vigas em I.
Aumentar a profundidade da viga aumenta a resistência à flexão pela profundidade ao cubo, portanto, as vigas universais fornecem muita rigidez. No entanto, a espessura da alma não deve ser pequena para evitar a flambagem.
A alma de uma viga universal resiste às forças de cisalhamento, enquanto seus banzos resistem à maior parte do momento fletor experimentado pela viga. As vigas em forma de I são projetadas para suportar cargas elevadas em vãos longos. Eles são uma forma muito eficiente para transportar cargas de flexão e cisalhamento no plano da teia. Os flanges espessos e a alma mais fina proporcionam eficientemente o material para resistir às altas cargas de flexão das aplicações de vigas. No entanto, as seções em forma de I têm uma capacidade reduzida na direção transversal e também são ineficientes no transporte de carga de torção.
A viga H é um aço de seção de alto desempenho devido à sua vantagem de distribuição otimizada da área de seção transversal e razoável relação entre resistência e peso. Com as características de flange largo e alma fina, a viga H possui grande módulo de seção, alta resistência à flexão e excelentes propriedades mecânicas. As vigas H são geralmente mais pesadas que as vigas I e são úteis como suportes para muros de contenção e similares. Eles também podem ser usados como seções de vigas onde a altura livre é uma preocupação. Devido às suas excelentes propriedades, as vigas H são amplamente utilizadas em vigas, colunas e outros elementos arquitetônicos, bem como em fundações de estacas, pontes e outras obras de engenharia civil.
As vigas universais diferem das vigas de aço laminadas, também conhecidas como vigas de flange cônica. Os banzos das vigas universais são paralelos e têm espessura constante, enquanto os das vigas são cônicos e, portanto, têm espessura variável. Vigas por causa de flanges de espessura variável precisam de arruelas cônicas para conexão.
As vigas H têm largura e profundidade iguais ou quase iguais, enquanto as vigas I são significativamente mais profundas do que largas. As vigas universais são produzidas a partir de aços estruturais, seja por fabricação geralmente usando chapas de aço ou por laminação. A comparação das seções transversais de diferentes tipos de vigas está na Fig 1.
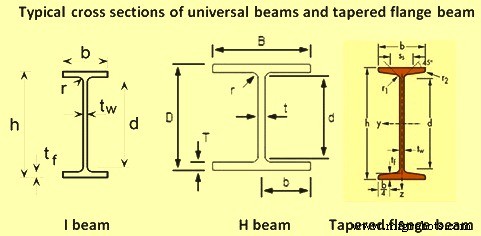
Fig 1 Comparação das seções transversais de diferentes tipos de vigas
Rolamento de vigas universais
Convencionalmente, as vigas universais como outras formas estruturais são produzidas por laminação de blocos de aço em suportes universais (Fig. 2). Mais recentemente, peças em bruto de vigas com seções transversais em forma de osso de cachorro foram fundidas continuamente, contornando assim certas etapas na laminação primária. Para a produção de vigas em I, o processo mais recente é o lingotamento contínuo e laminação de peças brutas de vigas com flange fino (por exemplo, com espessura inferior a 50 mm), para produzir vigas de flange paralela com alma fina.
Fresa de vigas universal convencional
O processo de produção convencional para laminação da viga universal inclui aquecimento do bloco, laminação para contornos e dimensões adequados, corte a quente em comprimentos que possam ser manuseados, resfriamento à temperatura atmosférica, endireitamento, corte em comprimentos solicitados, inspeção e envio.
O aquecimento do bloom para grandes seções é feito em qualquer um dos dois tipos de fornos, o forno tipo empurrador ou o forno de feixe contínuo. O forno tipo empurrador foi usado para atender a quase todos os laminadores de vigas universais mais antigos, enquanto a tendência recente é usar fornos de viga móvel devido a um grande número de vantagens. Normalmente, os moinhos de vigas universais têm um ou dois fornos de vigas contínuas.
Um laminador típico para a produção de vigas universais possui uma bancada de reversão de duas alturas onde é realizada a conformação inicial, seguida por um conjunto de três bancadas, dispostas em trem, onde é finalizado o processo de laminação.
As vigas H foram inicialmente laminadas em dois laminadores altos e três laminadores altos e quatro cilindros tipo universal foram usados para laminação de acabamento. No entanto, os banzos não eram tão bem desenhados quanto a alma e as vigas eram limitadas em tamanho. No entanto, havia uma demanda considerável por vigas de maior profundidade com almas mais finas e banzos maiores com pouca ou nenhuma conicidade. Essa demanda definiu a tendência das fresadoras de vigas universais.
A composição de um laminador de vigas universal normal para laminação de vigas universais consiste em um desincrustante de água de alta pressão para remover a incrustação dos blocos aquecidos, um laminador de alta reversão com dois rolos de ranhura múltipla juntamente com manipuladores em ambos os lados do suporte de laminação, uma serra de lingueta para cortar a cabeça do material, uma fresa de desbaste universal, uma fresadora de bordas, um suporte de acabamento universal de passagem única, uma serra a quente, um batente de calibre, dois leitos de resfriamento, um alisador rotativo de 7-9 rolos, inspeção cama juntamente com uma prensa de mordaça para o reendireitamento da viga, se necessário, uma máquina de empilhar, uma rotuladora, uma serra a frio e uma máquina de encadernação junto com mesas de rolos para movimentação de material na laminação. O layout típico do moinho para tal laminador está na Fig 2.
As fresadoras universais de desbaste e afiação são fresadoras de múltiplas passagens reversíveis que funcionam em conjunto por meio de correspondência de velocidade computadorizada. O moinho de desbaste universal é normalmente um moinho de quatro rolos com dois rolos horizontais acionados e dois rolos verticais não acionados. A fresadora de afiação é geralmente um suporte de fresa de ranhura única com duas alturas. O laminador de acabamento universal também possui dois rolos horizontais acionados e dois rolos verticais não acionados.
Após a laminação, a viga universal passa por etapas de acabamento, como serragem a quente para corte da viga até o comprimento do leito de resfriamento. Normalmente existem duas serras compostas por uma serra estacionária e outra serra móvel. O leito de resfriamento geralmente possui uma combinação de vigas e correntes de transferência para movimentação de materiais. Em algumas fábricas, sprays de água também são usados na superfície superior e inferior das vigas cortadas para resfriamento antes de movê-las para a área de acabamento.
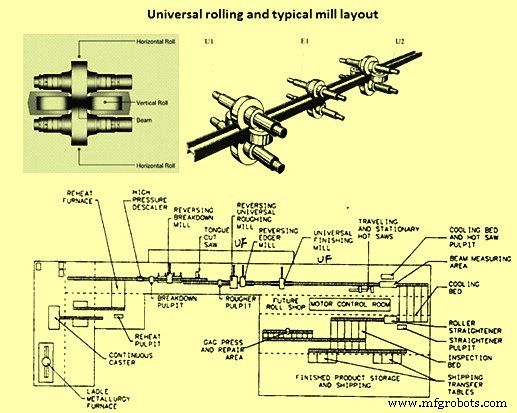
Fig 2 Laminação de viga universal em suporte universal e layout típico de moinho
Moderno moinho de vigas universal
O moderno moinho de vigas universal é normalmente construído com suportes universais contínuos para laminação contínua de lajes ou vigas em bruto. O moinho é normalmente equipado com sistema de controle automático de medidores (AGC). A espessura do flange para o blank da viga fundida é inferior a 50 mm.
A laje ou viga em bruto é geralmente aquecida com um forno de reaquecimento de viga contínua. Muitos fornos de reaquecimento têm quatro zonas de aquecimento e uma capacidade de cerca de 250 toneladas por hora. Os fornos de reaquecimento modernos são totalmente controlados por computador e podem aceitar placas quentes ou frias ou blocos de vigas para carregamento.
Um trem de fresamento completo geralmente consiste em um carrinho de laminação de desbaste ou desbaste, um grupo de carrinho universal com carrinho universal U1, carrinho de biseladora E1, carrinho universal U2 (Fig. 2) e um carrinho de acabamento universal. Há um descalar de água de alta pressão antes do suporte de desbaste. O equipamento também inclui instalações de serragem a quente e a frio, um alisador de rolos, bancada de inspeção junto com uma prensa de mordaça, máquinas de acabamento, torneamento de rolos e equipamentos de oficina. Todos os equipamentos estão conectados com mesas de rolos para movimentação de material rodante. No lado de acabamento há transferência de corrente em alguns lugares. Os moinhos de vigas universais modernos normalmente têm uma capacidade anual de 1 milhão de toneladas ou mais.
O moinho de desbaste é muitas vezes um suporte de reversão. Uma vez que a laje fina ou o blank da viga com flange fino é fundido e servido como tamanho de entrada, são necessários menos passes do que a prática de laminação convencional. O aço é laminado até o tamanho adequado para o suporte universal da fresadora de vigas.
O grupo de suporte universal típico da fresadora de vigas consiste em um suporte universal de desbaste com rolos verticais e horizontais, um suporte de afiação horizontal e um suporte universal de acabamento com rolos horizontais e verticais (Fig 2). Para permitir que placas mais pesadas sejam usadas como material de partida para melhorar o rendimento, geralmente é fornecido um comprimento suficiente da mesa de expulsão.
Normalmente, o material rodante moldado após o suporte de desmontagem passa para frente e para trás através do laminador, o suporte de desbaste universal reduz a espessura da alma central e dos dois flanges, enquanto os rolos de borda fazem contato com as pontas dos flanges apenas para controlar seu comprimento. A bancada de acabamento universal permanece aberta até a passagem final, quando seus quatro rolos conferem um bom acabamento superficial à seção e garantem uma boa tolerância dimensional.
A altura dos rolos horizontais inferiores em ambos os suportes universais pode ser ajustada, assim como os rolos superiores. Isso garante que a alma possa ser formada no centro dos flanges. Todos os rolos nos três suportes são posicionados automaticamente por controle computadorizado programado para as diversas formas e bitolas das seções necessárias.
Os moinhos também são equipados com o sistema de controle automático de medidores hidráulicos (AGC). Isso oferece tolerância dimensional aprimorada e alta flexibilidade nos tamanhos de seção.
Produtos como vigas H, cuja forma da seção transversal não é retangular, também podem ser produzidos por laminação. Aqui, a laminação do calibre é realizada na etapa de desbaste. Os materiais são laminados por rolos de calibre para obter a mesma forma da seção transversal dos rolos. Depois de produzir uma forma próxima a H por laminação de calibre, o produto é finalizado por um moinho universal e um moinho de afiação. Uma seção transversal em forma de H é formada quando o material passa por quatro cilindros, tornando o moinho universal, que é equipado com um par de cilindros verticais e um par de cilindros horizontais, adequado para laminação de vigas H. O moinho de afiação é equipado com rolos de calibre, e tem a função de ajustar as larguras dos flanges dos produtos.
No moinho universal, as variações da espessura do flange e da teia podem ser feitas facilmente ajustando a folga do rolo. No entanto, quando produtos com diferentes alturas de alma e larguras de flange devem ser laminados, é necessário empregar rolos de uso exclusivo para esses tamanhos, necessitando de trocas de rolos. Em particular, uma vez que as alturas da banda são determinadas pela soma da largura dos rolos horizontais e da espessura do flange, até agora tem sido necessário ter o mesmo número de tamanhos de rolos horizontais que as alturas da banda do produto. O desenvolvimento para superar este problema resultou em laminadores recentes e técnicas de laminação capazes de ajustar as alturas da folha por um rolo com largura variável sem mudar os rolos.
Processo de manufatura
- IoT:Windows Remote Arduino e aplicativos universais
- Fundição e laminação de placas finas
- Tundish e seu papel na fundição contínua de aço
- Tecnologia de Fundição de Feixe em Branco
- Casa de Fundição do Alto Forno e seu Funcionamento
- Alto-forno e seu projeto
- Máquinas CNC e suas vantagens na engenharia industrial
- A máquina do moinho e suas diferentes subcategorias
- Processo de Laminação a Quente e Frio
- O princípio de funcionamento da laminação e seus processos