


Usinagem Eletroquímica:Princípio, Trabalho, Equipamentos, Aplicação, Vantagens e Desvantagens
Usinagem Eletroquímica (ECM):
Princípio da Usinagem Eletroquímica:
A usinagem eletroquímica funciona de acordo com a lei de Faraday da eletrólise, que afirma que se dois eletrodos são colocados em um recipiente que é preenchido com um líquido ou eletrólito condutor e alta tensão CC aplicada através deles, o metal pode ser esgotado do ânodo (terminal positivo) e banhado no cátodo (terminal negativo). Este é o princípio básico da usinagem eletroquímica. Neste processo de usinagem, a ferramenta é conectada ao terminal negativo da bateria (trabalho como cátodo) e a peça é conectada ao terminal positivo da bateria (trabalho como ânodo). Ambos são colocados em uma solução eletrolítica com uma pequena distância. Quando a corrente DC fornecida ao eletrodo, o metal é removido da peça de trabalho. Este é o fundamento básico da usinagem eletroquímica. 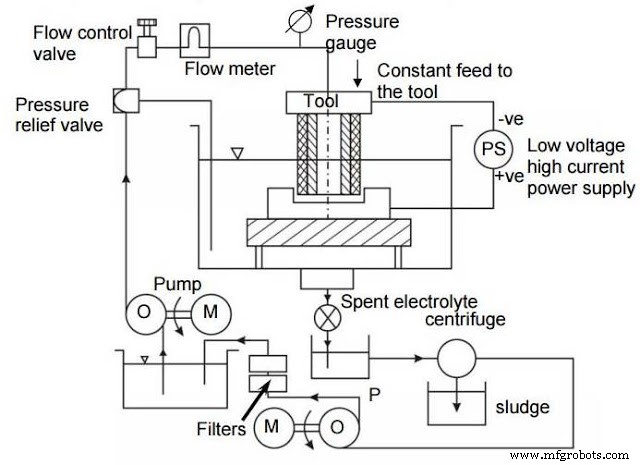 |
| Diagrama de soldagem eletroquímica |
Equipamento:
Fonte de alimentação:
No processo de usinagem eletroquímica, um alto valor de corrente contínua em torno de 40000A e baixo valor de diferença de potencial em torno de 10-25V é desejável. Os eletrodos são colocados em um intervalo entre eletroeletrônicos que é desejável para usinagem. Se o espaço entre eletroeletrônicos não for muito pequeno, pode gerar arco ou não muito alto, o que não é adequado para usinagem. É cerca de 1mm. Esta corrente DC de altos valores é formada pela conversão de corrente AC trifásica em corrente DC usando o Retificador Controlado de Silício.Sistema de alimentação e limpeza de eletrólitos:
Consiste em sistema de tubulação, tanque de armazenamento, bomba, válvula de controle, manômetro, bobina de aquecimento ou resfriamento etc. no processo eletroquímico, o metal removido do lodo da peça de trabalho que deve ser removido do eletrólito. Este sistema controla o fluxo e a limpeza da solução eletrolítica no recipiente. O sistema de tubulação é feito de aço SS, plástico reforçado com fibra de vidro, MS revestido de plástico ou outro material anticorrosivo similar. A capacidade do tanque é de cerca de 500 galões por 10000A de corrente.Ferramenta e sistema de alimentação de ferramentas:
A ferramenta é feita por um material anticorrosivo porque tem que resistir em ambiente corrosivo por muito tempo. Também deve ter alta condutividade térmica e fácil usinagem. A precisão da dimensão e o acabamento da superfície da peça de trabalho dependem diretamente da dimensão da ferramenta. Aquelas partes da ferramenta que não são necessárias para usinagem, devem ser devidamente isoladas, pois a falta de isolamento tende a usinagens indesejadas que dão imprecisão dimensional.Peça de trabalho e sistema de retenção de obra:
Neste processo, a peça de trabalho deve ser bem condutora de eletricidade. Somente material condutor elétrico pode ser usinado por este método. A peça de trabalho é tomada como ânodo neste processo. Os dispositivos de retenção de trabalho devem ter propriedade não condutora.Trabalho de Usinagem Eletroquímica:
A usinagem eletroquímica funciona inversamente ao processo de galvanoplastia. O metal é removido do ânodo em eletrólito e convertido em forma de escória pela reação de íons opostos disponíveis no eletrólito. Este processo funciona da seguinte forma.- No ECM, o eletrólito é escolhido de modo que não haja chapeamento na ferramenta e a forma da ferramenta permaneça inalterada. Geralmente, NaCl em água toma como eletrólito.
- A ferramenta está conectada ao terminal negativo e o trabalho está conectado ao terminal positivo.
- Quando a corrente passa pelo eletrodo, a reação ocorre no ânodo ou na peça de trabalho e no cátodo ou ferramenta. Para entender o funcionamento adequado, vamos dar um exemplo ou usinagem de aço de baixo carbono.
- Devido à diferença de potencial, a dissociação iônica ocorre no eletrólito.
NaCl ↔ Na+ + Cl- H2O ↔ H+ + OH-
- Quando a diferença de potencial aplicada entre a peça de trabalho e a ferramenta, os íons positivos se movem em direção à ferramenta e os íons negativos em direção à peça de trabalho.
- Assim, o íon de hidrogênio se move em direção à ferramenta. À medida que o hidrogênio chega à ferramenta, ele pega algum elétron dela e converte em forma de gás. Esse gás vai para o ambiente.
- Quando os íons de hidrogênio retiram elétrons da ferramenta, cria-se uma falta de elétrons na mistura. Para compensar isso, são criados íons ferrosos na peça de trabalho (ânodo) que dá a mesma quantidade de elétrons na mistura .
2H+ + 2e- = H2 ↑ no cátodo Fe = Fe+ + + 2e- no ânodo
- Esses íons ferrosos reagem com íons de cloro opostos ou íons de hidroxila e precipitam na forma de lodo.
Ferro (Fe) ↔ Fe++ + 2e- Fe++ + 2Cl- ↔ FeCl2 Fe++ + 2(OH)- ↔ Fe(OH) Fecl2 + 2(OH)- ↔ Fe(OH)2 + 2Cl
- Isto dará ferro ou ferro em eletrólito e completará o processo de usinagem. Este processo de usinagem dá um acabamento de superfície superior porque a usinagem é feita átomo por átomo.
Aplicação:
- O ECM é usado para usinar disco ou lâmina de rotor de turbina.
- Pode ser usado para ranhurar pinças de paredes muito finas.
- O ECM pode ser usado para gerar o perfil interno da câmera interna.
- Produção de anéis satélites e bielas, usinagem de engrenagens e perfis longos etc.
Vantagens e Desvantagens:
Vantagens:
- Pode usinar superfícies muito complicadas.
- Uma única ferramenta pode ser usada para usinar um grande número de peças. Teoricamente, não ocorre desgaste da ferramenta.
- A usinagem de metal é independente da resistência e dureza da ferramenta.
- O ECM oferece um acabamento superficial muito alto.
Desvantagens:
- Alto custo inicial da máquina.
- O projeto e o sistema de ferramentas são complexos.
- A propriedade de fadiga da superfície usinada pode ser reduzida.
- Material não condutor não pode ser usinado.
- O furo cego não pode ser usinado no ECM.
- Os requisitos de espaço e área de piso são altos em comparação com a usinagem convencional.
Trata-se de princípio de usinagem eletroquímica, funcionamento, equipamentos, aplicação, vantagens e desvantagens. Se você tiver alguma dúvida sobre este artigo, pergunte comentando. Se você gostou deste artigo, não se esqueça de compartilhá-lo em suas redes sociais. Obrigado por lê-lo.
Soldagem Ultrassônica:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
Usinagem por Descarga Elétrica:Princípio, Funcionamento, Equipamentos, Vantagens e Desvantagens com Diagrama
Processo de manufatura
- Usinagem a Jato de Água e Jato de Água Abrasivo:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem por Feixe de Elétrons:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem a Laser ::Princípio, Trabalho, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem a Jato Abrasivo:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem Ultrassônica:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Soldagem Ultrassônica:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem por Descarga Elétrica:Princípio, Funcionamento, Equipamentos, Vantagens e Desvantagens com Diagrama
- Soldagem por eletroescória:Princípio, Funcionamento, Aplicação, Vantagens e Desvantagens
- Soldagem a Arco Plasma:Princípio, Funcionamento, Equipamentos, Tipos, Aplicação, Vantagens e Desvantagens
- Processo de Soldagem em Estado Sólido:Princípio, Tipos, Aplicação, Vantagens e Desvantagens