


Pense em OEE como Eficácia Comercial Global
Nesta coluna, espero influenciá-lo a pensar sobre a eficácia geral do nosso velho amigo do equipamento (disponibilidade x rendimento x qualidade =OEE) sob uma luz diferente.
Como educador e consultor na área de gerenciamento de confiabilidade, observei que a maioria das organizações luta para definir sua versão do OEE. Em particular, eles têm problemas com a disponibilidade. Em alguns casos, definir qualidade é desafiador, mas isso é assunto para outra coluna. A disponibilidade é o nosso foco aqui.
No campo da engenharia de confiabilidade, existem várias definições técnicas de disponibilidade, com as quais não vou aborrecê-los aqui (envie-me um e-mail se desejar ver essas definições). Mas, com poucas exceções, para fins comerciais, disponibilidade é o número de horas que você trabalha em um ano dividido por 8.760 (o número de horas em um ano civil).
Em outras palavras, a disponibilidade é o tempo total de funcionamento do equipamento, linha ou planta dividido pelo tempo total decorrido. Para uma empresa de manufatura, a disponibilidade e o rendimento determinam a quantidade de produto que você tem para vender.
Então, onde as coisas dão errado? Resumindo, alteramos o denominador das equações de disponibilidade e rendimento, o que pode nos fazer sentir melhor sobre como estamos nos saindo, mas compromete a validade da métrica.
É um pouco como apoiar parte do seu peso na bancada do banheiro ao subir na balança para se pesar pela manhã. O número parece bom e pode fazer você se sentir bem, mas nossas calças ainda parecem apertadas no meio.
O fato é que, ao reduzir o denominador na equação de disponibilidade em uma hora, você está proclamando que o gerenciamento dessa hora está e sempre estará totalmente fora de nosso controle.
Apenas a ocorrência de "atos divinos" - como furacões e inundações - estão completamente fora de seu controle, e não podem ser incluídos no plano. Além disso, sua preparação para tais eventos determinará, em grande medida, a extensão dos danos e a velocidade com que você se recuperará.
Para fins de discussão, esbocei três erros comuns que as organizações cometem ao erodir o denominador da equação de disponibilidade. Depois disso, proponho um modelo mais abrangente para o OEE que reflita com mais precisão todos os negócios da empresa.
Para resolver problemas com precisão, os defeitos de disponibilidade, rendimento e qualidade devem ser classificados como induzidos pelo mercado, pela produção ou pelo equipamento.
1) Tempo de inatividade do marketing: Muitas organizações caem na armadilha de se convencer de que, se a fábrica está disponível para produzir o produto, mas o mercado não quer comprar o produto que ela fabrica, essas horas não produtivas não deveriam ser consideradas no desempenho do OEE. O OEE, junto com o gerenciamento de custos, impulsiona seu lucro, que por sua vez impulsiona o retorno sobre ativos líquidos (RONA), a medida primária de eficácia de gerenciamento de sua empresa.
Embora o tempo de inatividade do marketing possa não refletir como você está se saindo do ponto de vista da confiabilidade do equipamento, certamente é importante para os negócios. Você vê, se sua fábrica permanecer em uma posição vendida, os retornos, em relação aos ativos líquidos necessários para produzi-los, serão prejudicados, e os acionistas e possíveis acionistas (investidores) podem decidir levar seu dinheiro para outro lugar.
Podemos precisar modificar nossa estratégia de marketing:fazer produtos diferentes, promovê-los de forma diferente, avaliar nossa estratégia de preços, etc. Ou, se descobrirmos que não podemos resolver o problema de marketing, podemos precisar reduzir os ativos operacionais líquidos existentes (o denominador na equação RONA).
Embora o tempo de inatividade de marketing não seja especificamente um problema de equipamento, é ingênuo sugerir que isso não afeta os negócios. Certamente não é grátis. Uma exceção notável a essa regra são os militares, cuja missão é a prontidão operacional para defender o país, e não o combate ativo (o equivalente à produção).
2) Tempo de inatividade da produção: Este é, por exemplo, o tempo que leva para reequipar / ajustar para uma troca de produto, para limpeza e descontaminação de equipamentos e para verificações e inspeções regulatórias.
A falha em capturar a mudança de produto limita a capacidade da métrica OEE de revelar oportunidades para agilizar o processo de mudança com análise de troca de matriz de um minuto (SMED) ou para melhorar procedimentos de desligamento e / ou inicialização que causam problemas de equipamento ou desestabilizam o processo de produção.
O tempo de limpeza e inspeção regulatória muitas vezes erodem sorrateiramente a validade de nossa medição de disponibilidade. Nós somos atraídos para isso devido à nossa falta de escolha no curto prazo. Por exemplo, as fábricas de processamento de alimentos devem limpar as fábricas para descontaminá-las e garantir a segurança alimentar.
No entanto, ao descontar o denominador, você reduz sua motivação para pesquisar tecnologias e estratégias que podem permitir que você corra mais horas sem comprometer a segurança alimentar. Em outras palavras, ao mudar o denominador, a falta de escolha se torna psicologicamente permanente.
3) Tempo de inatividade para manutenção planejada: Embora seja menos comum hoje do que há 10 anos, muitas empresas ainda caem na armadilha de remover o tempo de inatividade programado do plano de produção na equação de disponibilidade. Isso é análogo a proclamar que o tempo de inatividade programado e planejado para manutenção é gratuito.
Não é! Com certeza, o tempo de inatividade planejado é geralmente preferível ao tempo de inatividade forçado. Queremos contar essas horas em relação à nossa medição de disponibilidade para inspirar a organização a pensar criativamente para implementar medidas proativas que reduzam a necessidade de realizar a manutenção, melhorar o planejamento e as práticas de gerenciamento de trabalho de encerramento e melhorar o design para sustentabilidade. Dessa forma, podemos fazer a transição de mais tarefas para atividades de tempo de execução e melhorar a velocidade com que concluímos a manutenção do tempo de inatividade.
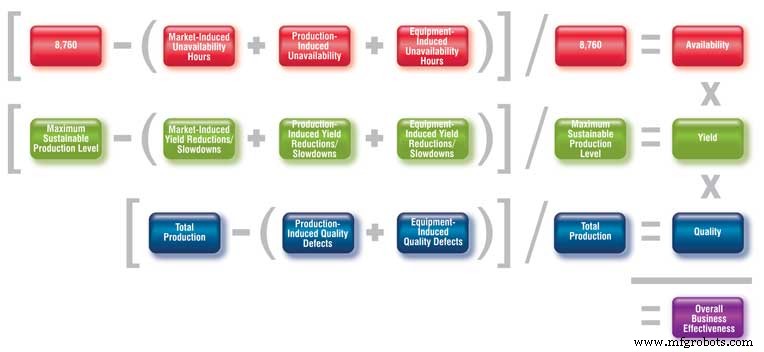
Portanto, na realidade, a eficácia geral do negócio (onde OBE =rendimento x disponibilidade x qualidade) é matematicamente idêntica à eficácia geral do equipamento (OEE). No entanto, é o reflexo de uma visão mais holística do seu negócio, pois a disponibilidade reflete o desempenho geral da sua empresa em relação à perfeição, como deveria ser. Aqui está uma equação geral mais moderna para medição de disponibilidade de planta:
(Dm + Dp + Def + Dpm)
Onde:
Dm =Tempo de inatividade de marketing
Dp =Tempo de inatividade de produção
Def =Tempo de inatividade forçada do equipamento
Dpm =Tempo de inatividade de manutenção planejada
Meça cada um dos quatro componentes de tempo de inatividade individualmente para que você possa lidar com oportunidades e ameaças. Além disso, desenvolva uma taxonomia padronizada para definir a natureza de um evento de tempo de inatividade em cada uma das categorias.
Concentrei esta coluna principalmente no fator de disponibilidade da métrica OEE. No entanto, a lógica é aplicável ao fator de rendimento e, em menor medida, à qualidade. Recomendo que você classifique os casos em que o rendimento da produção é reduzido em categorias orientadas para o mercado, orientadas para a produção e orientadas para o equipamento, para que possa abordar de forma mais eficaz as causas subjacentes da desaceleração da produção. Converse internamente sobre como decompor seus defeitos de qualidade em relação às características específicas de seu setor.
As métricas, quando válidas, permitem-nos identificar ameaças e oportunidades e tomar decisões mais eficazes. Quando comprometemos a validade da métrica para fins de "sensação de bem-estar", não estamos fazendo nenhum favor a nós mesmos ou às nossas partes interessadas.
Mantenha a métrica pura e defina o negócio de ser a melhor fábrica que você pode ser - com um foco implacável na melhoria da confiabilidade economicamente justificada.
Além disso, esqueça as afirmações gerais sobre o que constitui um "OEE de classe mundial" que muitas vezes são defendidas como objetivos gerais. Embora essas possam ser médias válidas, o que e quem é a média? Eu vi esses chamados números de benchmark variando de 80 a 90 por cento - um OEE que é absolutamente inatingível em alguns setores sem comprometer a própria métrica e, ao mesmo tempo, constitui um desempenho extremamente baixo em alguns outros setores.
A busca por esses assim chamados benchmarks faz com que algumas organizações manipulem a métrica e outras se tornem perigosamente complacentes. As métricas estão aqui para nos servir, não nós a eles. Mantenha seu OEE (ou OBE) puro, válido e real, e então concentre sua energia no funcionamento da planta.
Manutenção e reparo de equipamentos
- 6 principais maneiras pelas quais a Internet das coisas está mudando nosso mundo
- Medindo a eficácia da manutenção
- Drew Troyer:Eficácia geral do equipamento
- O novo livro é Primer on Overall Equipment Effectiveness
- Fazendo sentido das métricas de manutenção:Eficácia geral do equipamento
- Esforçando-se por um negócio de carbono neutro:uma combinação perfeita para o CMMS
- Sustentabilidade na fabricação - Parte 1
- Entendendo a eficácia geral do equipamento
- Robô rápido vence para maior OEE
- Os estagiários da Atlas Copco são uma peça-chave do nosso negócio