


Um guia simples para a eficácia geral do equipamento na fabricação
A eficácia geral do equipamento (OEE) é um indicador-chave de desempenho que revela a produtividade geral de um ativo. A melhor parte? Quando um ativo está com baixo desempenho, o OEE ajuda você a descobrir o motivo. Isso porque os dados que você usou para calcular o OEE são os mesmos dados que você usará para encontrar a origem do seu problema.
Existem duas maneiras de calcular esse importante KPI de fabricação. Vejamos primeiro a equação mais básica.
Como calcular o OEE de forma simples
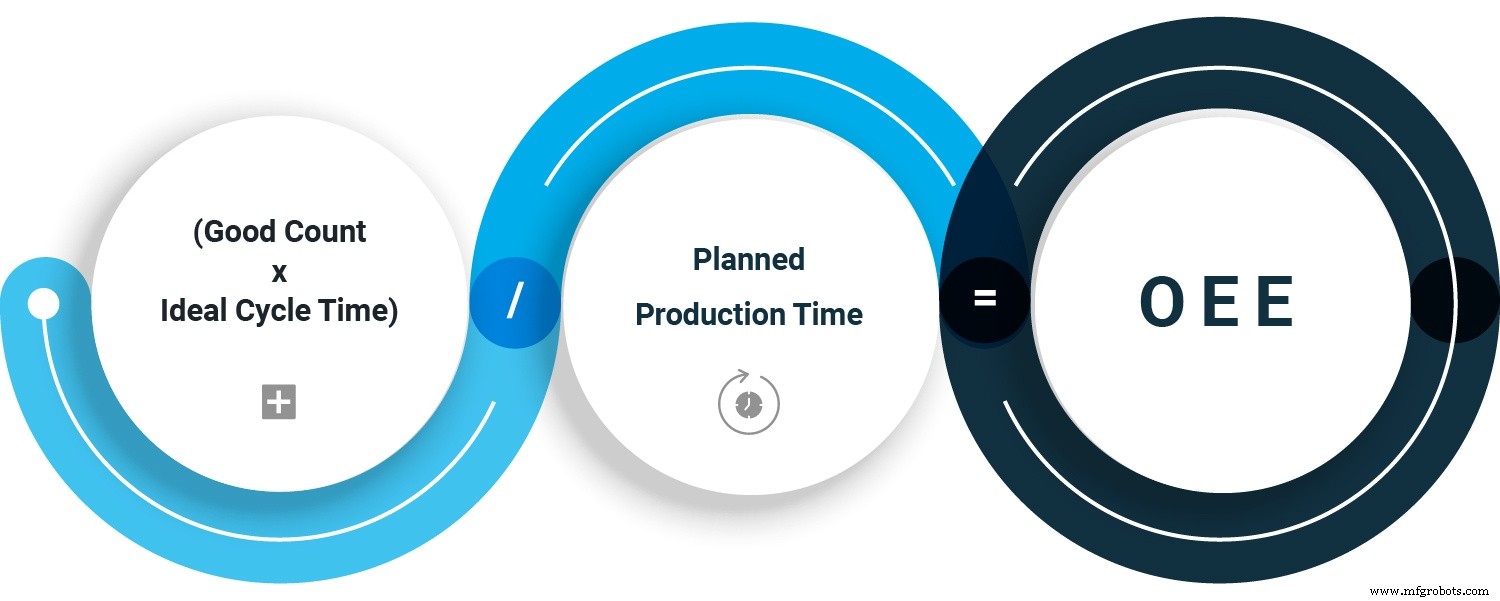
Para este, calcule o OEE como uma relação entre o tempo totalmente produtivo e o tempo de produção planejado. Aqui, a definição de tempo totalmente produtivo é quando você está produzindo apenas peças boas, o mais rápido possível, sem nenhum tempo de parada.
Qual é o tempo de parada? É a soma de suas paradas planejadas e não planejadas. As paradas planejadas são para coisas como trocas, onde você está configurando ou ajustando o ativo. Paradas não planejadas são para falhas e manutenção não programada. Se um ativo estiver offline para manutenção programada, não o inclua no horário de parada.
Para calcular o OEE, junte tudo usando a seguinte equação:
OEE rápido e fácil
Essa é uma maneira perfeitamente aceitável de calcular o OEE e fornece um número muito bom para benchmarking e linha de base, que abordamos um pouco mais abaixo. Mas há uma fraqueza nessa equação, que é que, quando você obtém um OEE baixo, não sabe ao certo o porquê. Essa é a má notícia. A boa notícia é que há uma maneira melhor de calcular o OEE, e é melhor exatamente porque quando o OEE está baixo, você pode descobrir o porquê.
Como calcular melhor o OEE
Para este, você precisa conhecer seus três fatores relacionados à perda:disponibilidade, desempenho e qualidade. Depois disso, a matemática é simples. OEE é o produto da multiplicação dos três fatores.
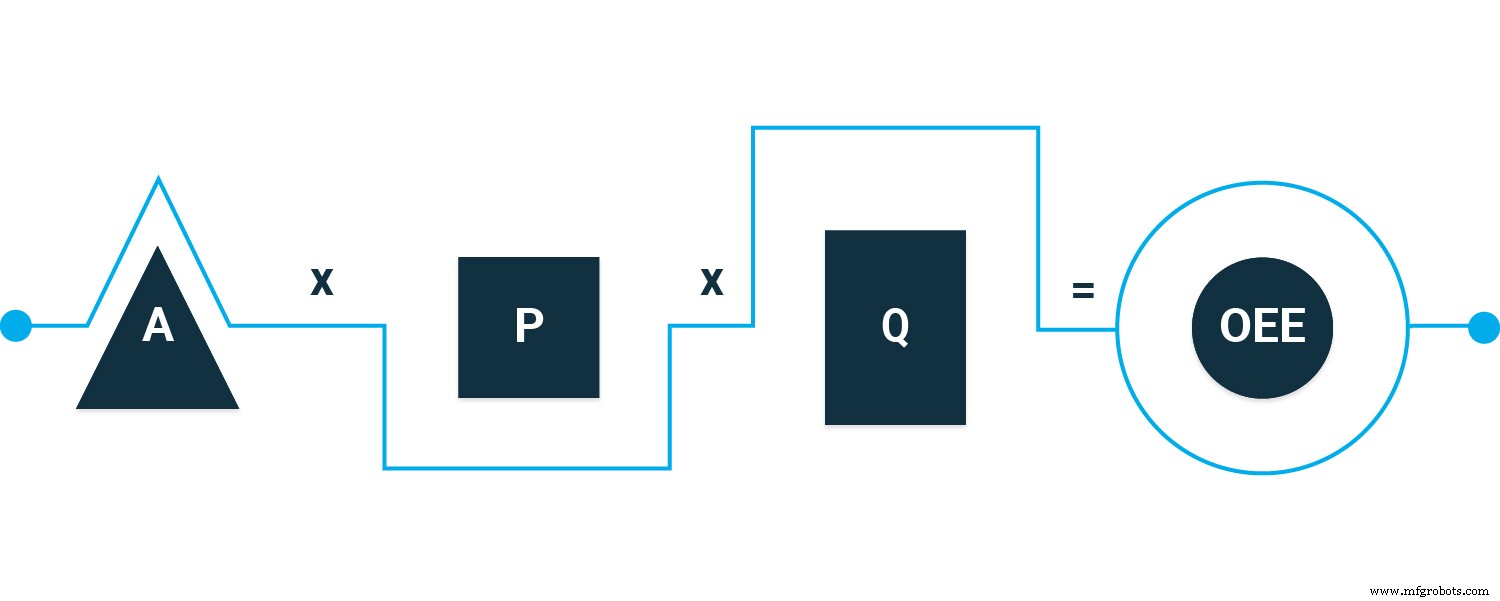
fatores de perda e OEE
Mas estamos nos antecipando. Antes de podermos colocá-los na equação, precisamos saber quais são esses fatores e como encontrá-los.
Disponibilidade
Relação entre o tempo de execução e o tempo de produção planejado. Pegue por quanto tempo você executou o ativo e compare-o com quanto tempo você planejou executá-lo.
Por exemplo, um ativo foi programado para ser executado por oito horas. Esse é o seu tempo de produção planejado. No final do turno, ele só tinha funcionado por sete horas e meia. Esse é o tempo de execução. De onde tiramos as sete horas e meia? Pegamos o tempo de produção planejado (oito horas) e subtraímos o tempo de parada (neste exemplo completamente inventado, 30 minutos).
Disponibilidade =tempo de execução / tempo de produção planejado
Desempenho
Relação da contagem total para a taxa de execução ideal. Pegue quantos widgets o ativo fez e compare-o com o número máximo de widgets que ele poderia ter feito.
Por exemplo, quando tudo está funcionando perfeitamente, seu ativo produz 1.000 widgets a cada oito horas. Mas quando você executou esse ativo por oito horas, ele produziu apenas 950. Pode não ter sido de uma grande falha. O desempenho é afetado por ciclos lentos, quando alguns widgets demoram mais do que o esperado para serem concluídos. E também é afetado por pequenas paradas, pausas tão curtas que não são contadas no tempo de parada. Mas pequenas paradas aumentam e afetam o desempenho.
Desempenho =contagem total / taxa de execução ideal
Qualidade
Relação de peças boas para contagem total. Pegue o número de peças que passam no controle de qualidade e compare-o com o número total de peças produzidas. É um pouco mais específico do que isso. As peças boas passam na primeira inspeção e não requerem retrabalho adicional. Outras peças podem passar eventualmente, mas não estão incluídas na contagem de peças boas.
Por exemplo, e novamente usaremos o widget clássico, dos 950 widgets que você produziu em oito horas, 945 deles eram bons.
Qualidade =peças boas / contagem total
Assim que tivermos nossos três fatores relacionados à perda, podemos calcular rapidamente o OEE. Mas por que essa segunda equação é melhor que a primeira? Tem a ver com como você usa o OEE, abordado nas próximas seções.
Como aproveitar o OEE
A eficácia geral do equipamento é um indicador da eficiência de um processo de fabricação. Depois de calcular, você pode usá-lo como referência ou linha de base.
OEE como referência
Ao comparar OEEs, sempre haverá alguma variação com base no tipo de fabricação, mas aqui estão alguns números gerais.
100% Perfeito. Você está produzindo o mais rápido possível, sem paradas, sem erros.
85% de classe mundial. Para muitos fabricantes, esse é o objetivo de longo prazo.
65% Típico. A boa notícia é que há muito espaço para melhorias.
40% Não é inédito. Muitas vezes, quando as empresas começam a rastrear o OEE, é aí que elas se encontram. Novamente, a boa notícia é que há muito espaço para melhorias.
Você também pode usá-lo para benchmarking interno. Por exemplo, você pode comparar os OEEs de dois ativos semelhantes. Ou você pode observar os OEEs de um ativo de diferentes turnos.
OEE como linha de base
Você também pode usar o OEE para rastrear ativos ao longo do tempo. À medida que você ajusta seus processos, o OEE deve aumentar. Se não for, os números que você usou para calcular o OEE podem fornecer algumas pistas sólidas sobre o porquê. Novamente, eis por que usar a segunda maneira de calcular o OEE é melhor. Para obter o OEE, você precisa de seus fatores relacionados à perda. E são esses fatores que ajudam você a descobrir o que está errado.
quando você conhece os fatores de perda, você pode ver o que está impedindo você
Se a disponibilidade estiver diminuindo o OEE, pode ser porque o ativo não está no cronograma correto de manutenção preventiva. Está falhando com muita frequência, o que significa que suas ordens de serviço de manutenção preventiva estão muito distantes. O tempo de inatividade mais longo também pode estar relacionado ao controle de estoque. Se os técnicos precisam esperar peças críticas antes de fazer reparos, você precisa definir os níveis de estoque mais altos para garantir que eles tenham as peças de que precisam quando precisam. Um software de ordem de serviço garante que suas ordens de serviço PM sejam agendadas em tempo hábil com a frequência certa.
Se o OEE estiver tendo problemas de desempenho, você pode estar fazendo o tipo errado de manutenção ou o tipo certo, mas incorretamente. Por exemplo, você pode estar inspecionando e realinhando as correias no cronograma correto baseado em tempo ou medidor, mas não está realinhando-as corretamente. É como se você estivesse tomando café da manhã todas as manhãs no mesmo horário, e é a hora certa, sete e meia da manhã, mas em vez de café e torradas, você está tomando sorvete. Horário certo, tarefa errada.
Os problemas de qualidade também reduzem o OEE, mas geralmente não são algo que o departamento de manutenção pode consertar. O ativo pode não estar configurado corretamente ou pode haver um erro do operador. O problema pode até ser do estoque de alimentação.
OEE é apenas um dos KPIs importantes para manutenção. Há muito mais, mas não é o caso de quanto mais, melhor. Você precisa encontrar aqueles que funcionam melhor para você, que o ajudam a alcançar seus objetivos, fornecendo informações que você pode usar. Imagine que você está em uma viagem de carro. É útil saber coisas como sua velocidade média e quilometragem. Você também pode rastrear o número de revoluções dos pneus, mas qual seria o objetivo? Nem todo tipo de dado tem valor. Para uma boa introdução a alguns dos mais comuns para fabricação, confira O que são métricas de MTTR, MTBF e MTTF?
Tecnologia industrial
- Gargalos na Manufatura - Um Guia Definitivo
- Taxa de transferência de fabricação - um guia abrangente sobre as principais métricas de fabricação
- Guia para Fabricação Rápida
- Drew Troyer:Eficácia geral do equipamento
- O novo livro é Primer on Overall Equipment Effectiveness
- Fazendo sentido das métricas de manutenção:Eficácia geral do equipamento
- A Importância da Manutenção de Equipamentos na Fabricação
- Equipamento de trabalho:é hora de um upgrade?
- Um guia para criar um programa de manutenção de equipamentos
- Um guia definitivo para a fabricação sem iluminação