Manufaturação industrial
Máquina cnc
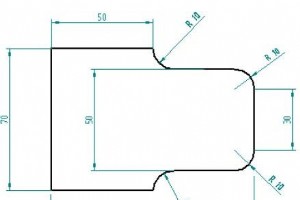
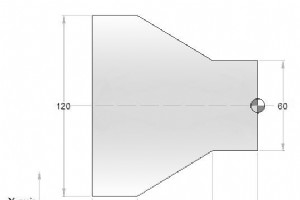
Enviado por:Brian Resumo Um exemplo de programa de torno cnc básico e fácil de entender para usinar Arc Radius com G02 G03 G-Codes Desenho/Imagem Programa CNC N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X70 Z-50 R10 N35 G01 Z-100 N40 G00 X10
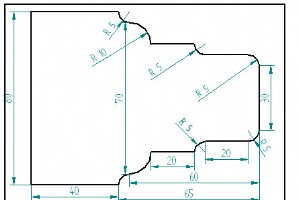
Enviado por:Brian Resumo Código de exemplo de programa de torno CNC para usinar múltiplos raios de arco em um componente. Desenho/Imagem Programa CNC N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G03 X40 Z-5 R5 N25 G01 Z-25 N30 G02 X50 Z-30 R5 N35 G01 Z-50 N40 G03 X70 Z-60 R10 N45

Sherline CNC G Codes M Codes lista completa para maquinistas cnc que trabalham na fresadora/torno CNC Sherline. Mais sobre Sherline CNC Explicação das peças principais do torno CNC Sherline Explicação das peças principais da fresadora CNC Sherline Códigos Sherline G Código G Função G00 Movi

Peças do torno CNC Sherline e suas funções. Mais sobre Sherline CNC Códigos Sherline G Códigos M Explicação das peças principais da fresadora CNC Sherline Peças principais do torno CNC Sherline
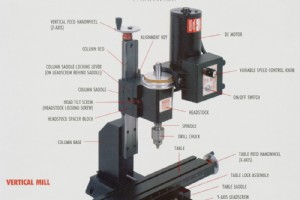
Sherline cnc mill (VMC) peças e suas funções. Mais sobre Sherline CNC Códigos Sherline G Códigos M Explicação das peças principais do torno CNC Sherline Peças principais da fresadora CNC Sherline

Componentes e conexões do sistema CNC Sherline. Componentes do sistema 1) Volante manual de 1-5/8″2) Motor de passo do eixo Z3) Montagem do motor de passo4) Moinho vertical Sherline com acessórios padrão (Molhado modelo 2000 mostrado)5) CD de instalação Linux/EMC2 de backup, CD de instruções Sh

Este artigo é sobre o comando do programa STOPRE Sinumerik 840D. Siemens Sinumerik 840D é um controle cnc avançado. Uma das habilidades do controle CNC do Sinumerik 840D é que o Sinumerik 840D Pré-processo comandos do programa de peça antes de executar eles. Em palavras simples, o Sinumerik

Devido a alguns motivos, uma das barras de mandrilar em um torno cnc ficou completamente danificada, então acabei de substituir a barra de mandrilar danificada por uma nova, aqui vou narrar toda a história da substituição da ferramenta. Eltro Pilot M Substituí a barra de mandrilar de uma das máqui

Listas completas de códigos M de códigos G para Sodick Wire EDM com controles CNC Mark 25 Mark 21. Lista de Códigos G Código G Descrição G00 Rapid Motion (aparece como uma linha pontilhada nos gráficos) G01 Movimento de corte em linha reta G02 Movimento de corte circular – Sentido horário (CW
Enviado por:Vikram Resumo Exemplo de programa CNC para máquinas CNC Sodick Wire Cutting EDM com controles CNC Mark 21 / Mark 25. Desenho/Imagem Programa CNC N005 G54 (SELECT COORDINATE SYSTEM A00)N010 G92 X.250 Y-.300 (SET PROGRAM ZERO)N015 G90 (SELECT ABSOLUTE MODE)N020 C411 (SELECT CUTTING CON
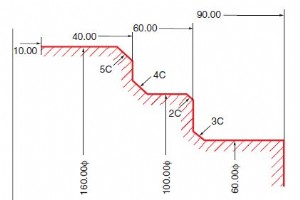
Okuma G75 C-chanfrado Okuma G75 G Code é usado para chanfrar uma aresta viva. G75 é eficaz apenas no modo G01. G75 é não modal e ativo apenas no bloco comandado. Programação Okuma G75 G75 X Z L Parâmetros Parâmetro Descrição X, Z Coordenadas do ponto de interseção. L Tamanho da face chanfrada.
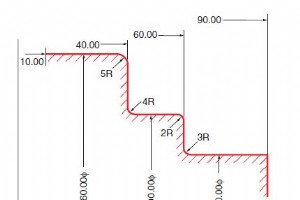
Arredondamento Okuma G76 Okuma G76 G Code é usado para arredondar a borda afiada. G76 é eficaz apenas no modo G01. G76 é não modal e ativo apenas no bloco comandado. Programação Okuma G76 G76 X Z L Parâmetros Parâmetro Descrição X, Z Coordenadas do ponto de interseção L Raio do círculo de arre

Lista de M-Codes Anilam 4200T para programadores de máquinas CNC que trabalham em tornos CNC com controles CNC Anilam 4200T. O que é Código M (Funções Diversas) Códigos M (Diversos) Executa funções diversas (M), como fuso para frente/reverso/desligado e refrigerante LIGADO/DESLIGADO. Códigos A
Exemplo de programa de torno CNC GSK 980 TDc ilustrando como usar o ciclo de torneamento G90,Neste exemplo de programa CNC, o ciclo de torneamento G90 é usado duas vezes,o primeiro ciclo G90 é usado para ajuste retodepois o ciclo G90 é usado para torneamento cônico. Ciclo de Torneamento G90 GSK 980
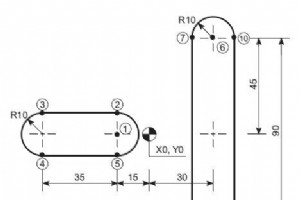
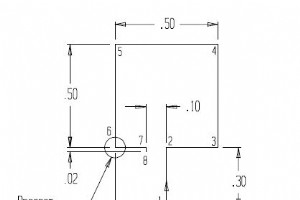
Teste suas habilidades de programação CNC inserindo os valores de coordenadas corretos para o desenho fornecido. Teste de habilidade de programação CNC 1 Sua pontuação: Total :Correto :Incorreto :Porcentagem : Respostas corretas Ponto X Y 1 -15 0 2 -15 10 3 -50 10 4 -50 -10 5 -15 -10 6 3
Este Exemplo de Programa CNC Osai Série 10 mostra como usar Rotação Plana (ROT) com Repetição (RPT) e Programação Paramétrica. Exemplo de programa CNC Osai Série 10 (UGS, X, -100, 100, Y, -100, 100)N148 (DIS, ...)N149 S1500 T5.5 M6N150 E25 =0N151 (RPT, 8)N152 ( ROT, E25)N153 G X40 Y M3N154 Z0N1
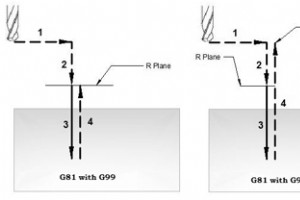
O ciclo de perfuração NCT G81 é usado para operações simples de perfuração/perfuração pontual. Programação G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. Parâmetros As seguintes definições da tabela X,Y,Z funcionarão para o plano G17,
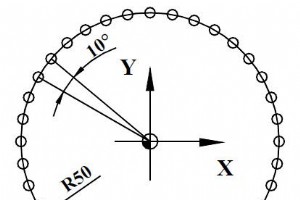
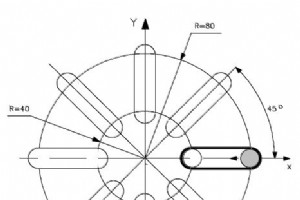
Exemplo de programa NCT para mostrar como o ciclo de furação G81 pode ser usado para furar em um círculo usando os Comandos de Coordenadas Polares G15 G16 e o Ciclo de Perfuração G81. Códigos G Código G Função G15 cancelar comando de coordenada polar G16 comando de coordenada polar G81 perfura
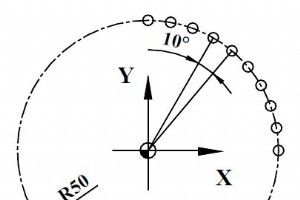
Exemplo de programa NCT para mostrar como perfurar uma parte de um círculo com o ciclo de perfuração G81 e G15 G16 Comandos de coordenadas polares. Códigos G Código G Função G15 cancelar comando de coordenada polar G16 comando de coordenada polar G81 perfuração, ciclo de mandrilamento pontual

Mazak System / Drive Alarms Error Codes List for MAZATROL MATRIX etc. Para outras listas de alarmes da Mazak, visite as páginas a seguir. Erro de unidade/sistema Mazak ( Nº 1 – Nº 99, Nº 1000 – Nº 1099 ) Erro de controle da máquina CNC Mazak ( Nº 100 – Nº 199, Nº 1100 – Nº 1199) Erro de contr
Máquina cnc