Manufaturação industrial
Máquina cnc

Lista de códigos Fanuc 31i G para programadores de máquinas CNC que trabalham em centros de usinagem CNC com controles CNC Fanuc 30i 31i 32i. Controles CNC Fanuc A lista de códigos g a seguir também se aplica aos seguintes controles CNC. Fanuc Series 30i/300i/300is-MODEL A Fanuc Series 31i/31

O Denford Mirac PC é um versátil centro de torneamento de bancada CNC de 2 eixos, ideal para todos os níveis de educação e treinamento técnico.Aqui está a lista completa dos códigos G &M do torno CNC Denford Mirac PC. Torno CNC Denford Mirac PC Lista de códigos G do Mirac PC Código G Função G00

Okuma M203 é uma das funções de redução do tempo de operação.Nota: Use o M203 com cuidado. Comando de destravamento da torre Okuma M203 O NC simultaneamente desafixa a torre e causa o deslocamento do eixo ao receber o comando M203.O comando M203 é efetivo somente quando é especificado com G00 no m
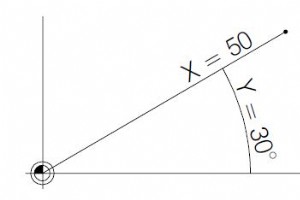
G15 Fim da Interpolação de Coordenada Polar G15 Interpolação de coordenadas polares finais Programação G15 G16 Iniciar interpolação de coordenadas polares G16 Iniciar interpolação de coordenadas polares Programação G16 Entre G16 e G15 os pontos podem ser definidos por coordenadas polares. A s
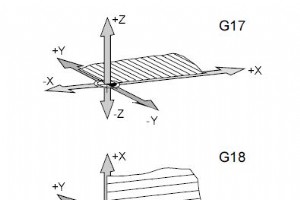
Seleção de plano Fanuc G17 G18 G19 Com G17 G18 G19 será definido o plano, no qual a interpolação circular e a interpolação de coordenadas polares podem ser realizadas e no qual a compensação do raio da fresa será calculada.No eixo vertical ao plano ativo, a compensação do comprimento da ferramenta
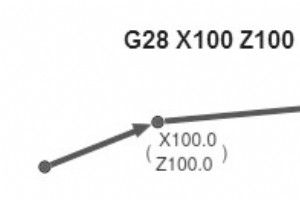
Ponto de Referência de Aproximação Fanuc G28 Com G28 o ponto de referência será aproximado através de uma posição intermediária (X, Y, Z). Primeiro é o movimento para X, Y e Z, então o ponto de referência será aproximado. Ambos os movimentos ocorrem com G00! O deslocamento G92 será excluído. P
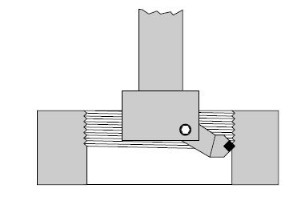
Corte de Rosca Fanuc G33 Com uma ferramenta de encaixe (cabeça mandriladora ou faceadora) as roscas podem ser cortadas. Notas A alimentação e o interruptor de substituição do fuso não estão ativos enquanto G33 (100%). Programação N... G33 Z... F.. Parâmetros Parâmetro Descrição F Passo da ro

G43 Compensação positiva do comprimento da ferramenta Com G43, um valor do registro de correção (OFFSET) pode ser chamado e adicionado ao comprimento da ferramenta.Para todos os movimentos Z seguintes (com plano XY ativo – G17) no programa, este valor será adicionado. Programação N... G43 H...
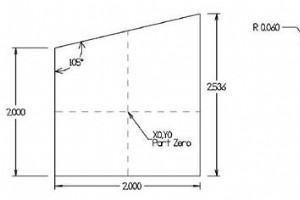
Enviado por:Programador CNC Resumo Haas Corner Rounding and ChanferingPara chanfros ,C com o comprimento do chanfro indicado é usado.Para raios a ,R com o tamanho do raio indicado.O chanfro ou bloco de arredondamento de canto pode ser inserido entre dois blocos lineares ou G01. Esses dois blocos e

Perfuração Padrão ECS G81 O ciclo Data Entry é ativado, nos modos MDI e Edit, através desta sequência de teclas: Programação G81 <ENT=..> <RAP=..> <RAL=..> Parâmetros Parâmetro Descrição ENT Profundidade cotação alcançada no feed de trabalho RAP Cotação atingida rapidamente
ECS G81/3 – Perfuração de 3 camadas Com este ciclo é possível fazer furos definindo duas zonas onde a broca avançará com avanços diferentes (normalmente mais baixos) do que o programado com a instrução F…. O ciclo Data Entry é acionado, nos modos MDI e Edit, através desta sequência de teclas: Pr
Perfuração ECS G82 com Dwell para quebra de cavacos A única diferença entre este ciclo e a furação padrão G81 é o tempo de espera feito pela broca após atingir a cota de profundidade (ENT) para quebrar o cavaco. O ciclo Data Entry é acionado, nos modos MDI e Edit, através desta sequência de tecla
Perfuração profunda ECS G83 com limpeza Este ciclo é normalmente usado para perfurar furos profundos. Na primeira furação a broca atingirá a cota definida com o parâmetro INI . Depois voltará em rápido para o RAP citar. Da próxima vez o bit avançará da entidade dada por (INI + IND ) . Depois voltar
Perfuração profunda ECS G83/r com Dwell para quebra de cavacos As diferenças entre este ciclo e a perfuração profunda G83 são: Ao final de cada passo de perfuração é executado um tempo de TIM segundos para quebrar o chip. No final da pausa, o bit não é movido rapidamente para o RAP citação, mas co
Toque ECS G84 Este ciclo é usado para rosquear quando o fuso da Fresadora não está equipado com um transdutor de posição. Neste caso sugere-se também a utilização de um macho com compensador mecânico. Também é necessário verificar se: Avanço programado [mm/min] =Velocidade programada [rpm] * Passo
Ciclo de mandrilamento ECS G85 A única diferença entre este ciclo e o Standard Drilling G81 é que a ferramenta volta para RAL a cotação é feita no feed de trabalho, entre ENT e RAP , e em velocidade rápida (G00 ) de RAP para RAL . O ciclo Data Entry é acionado, nos modos MDI e Edit, através desta
Perfuração ECS G86 com ciclo de parada do fuso A única diferença entre este ciclo e o Standard Drilling G81 é que o fuso atingiu o ENT a citação é interrompida Ele será reiniciado somente quando a ferramenta atingir rapidamente o RAL citar. O ciclo Data Entry é acionado, nos modos MDI e Edit, atr
Perfuração ECS G87 com ciclo de retração Este ciclo difere do “Mandrilamento com Parada do Fuso” G86 porque neste caso, quando a ferramenta atinge o ENT citação, o fuso não é apenas parado, mas orientado em uma posição específica (através da Função M19), desengatado com um movimento em X e Y e fina
Perfuração ECS G89 com Ciclo de Permanência Este ciclo difere do ciclo de mandrilamento padrão G85, permitindo programar um tempo de espera (TIM seg) entre a chegada ao ENT citação, para o início do movimento, feito na alimentação de trabalho, para atingir o RAP citar. O ciclo Data Entry é aciona

Comando Osai 10 Series SSL é usado com G96 para definir a rotação máxima que o fuso pode executar durante o CSS. Programação SSL=value Parâmetros Parâmetro Descrição valor É um valor que pode ser programado diretamente com um número decimal ou indiretamente com um parâmetro E. Exemplos SSL =
Máquina cnc