Manufaturação industrial
Máquina cnc
Osai UGS (UCG) – Use escala gráfica (plotagem de máquina) O comando Osai 10 Series UGS inicializa a exibição gráfica e estabelece os limites e a orientação da exibição gráfica. Programação (UGS [,ax-orient],abs-axis,val1,val2,ord-axis,val3,val4 [,third-axis]) Parâmetros Parâmetro Descrição ax-ori

Comando Osai CGS (CLG) O comando Osai CGS limpa o perfil da tela deixando o sistema de coordenadas. Programação (CGS)
Comando Osai DGS (DCG) O comando Osai DGS desativa a exibição gráfica, exclui o perfil exibido e remove o sistema de coordenadas da tela. Depois de usar o comando DGS, você precisa usar outro comando UGS para reinicializar a exibição gráfica. Programação (DGS)
Comando DIS Osai O comando Osai DIS permite que os valores sejam exibidos ao operador. O controle mostrará o valor na área da tela reservada para comunicação com o operador. Programação (DIS,operand [,operand ] [,operand] [,operand] [,operand ]) Parâmetros Parâmetro Descrição operando Pode ser um
Comentários em Programas Anilam No Anilam, o programador CNC pode usar um asterisco (*) para fazer comentários dentro de uma Listagem de Programa ou para mascarar todo ou parte de um bloco do CNC.Quando um asterisco é colocado antes de uma string de texto, o CNC ignora todos o texto à direita. Exe
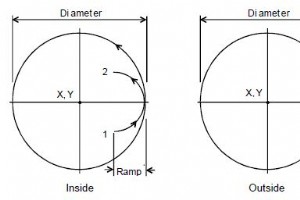
Ciclo de perfil circular G171 O Ciclo de Perfil Circular Anilam G171 limpa o perfil interno ou externo de um círculo existente. Programação G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn Parâmetros Parâmetro Descrição X Coordenada X do centro. Padrão:posição atual. Opcional. S Coordenada Y do centr
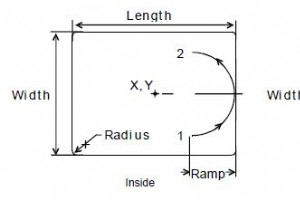
Ciclo de perfil retangular Anilam G172 Anilam G172 Rectangular Profile Cycle limpa o perfil interno ou externo de um retângulo. Programação G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn Parâmetros Parâmetro Descrição X Coordenada X do centro. Se não se introduz nenhuma cota, o CNC centraliza
Ciclo de Perfuração Profunda de Alta Velocidade Okuma G73 G73 Ciclo de Perfuração de Poço Profundo de Alta Velocidade Programação G73 X__Y__Z__R__P__Q__F__ Parâmetros Parâmetro Descrição X,Y Valores de coordenadas da posição do furo Z Nível inferior do furoNo modo G90: Posição no sistema de coo
Ciclo de rosqueamento reverso Okuma G74 G74 Ciclo de Rosqueamento Reverso Programação G74 X__Y__Z__R__P__Q__F__ Parâmetros Parâmetro Descrição X,Y Valores de coordenadas da posição do furo Z Nível inferior do furoNo modo G90:Posição no sistema de coordenadas selecionadoNo modo G91:Distância do n
Ciclo de mandrilamento fino Okuma G76 G76 Ciclo de Mandrilamento Fino Programação G76 X__Y__Z__R__Q__(I__J__) P__F__ Parâmetros Parâmetro Descrição X,Y Valores de coordenadas da posição do furo Z Nível inferior do furo R Nível do ponto R Q Valor do turno (Veja a explicação abaixo.) I,J Valor
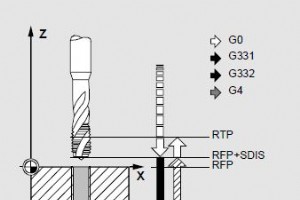
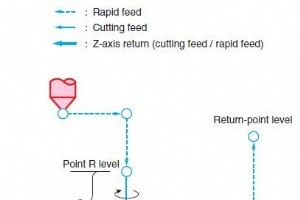
Ciclo de Rosqueamento Rígido Sinumerik CYCLE84 O CYCLE84 produz furos roscados sem usar um porta-macho flutuante.O CYCLE84 pode ser aplicado somente se o fuso designado para a furação for capaz de trabalhar no modo de fuso controlado por posição. Programação CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, S
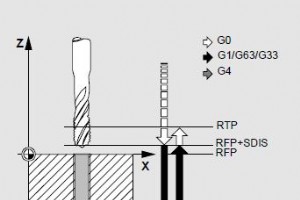
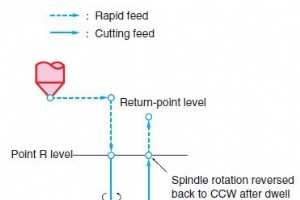
Sinumerik CYCLE840 Rosqueamento com porta-macho flutuante Com o ciclo Sinumerik CYCLE840, furos roscados podem ser produzidos com porta-macho flutuante sem codificador com codificador. Para rosqueamento sem porta-macho flutuante (rosqueamento rígido) é utilizado o CYCLE84. Programação CYCLE840
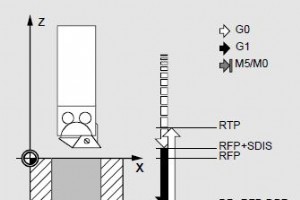
Sinumerik CYCLE85 Furo 1 No ciclo CYCLE85 Perfuração 1 os movimentos de entrada e saída são executados com um avanço que deve ser especificado nos respectivos parâmetros. Programação CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) Parâmetros Parâmetro Descrição RTP Plano de retorno (absoluto)
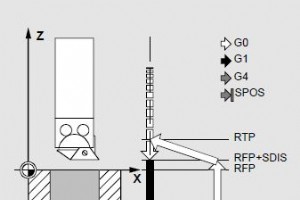
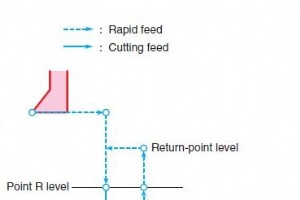
Sinumerik CYCLE86 Furo 2 No ciclo CYCLE86 Perfuração 2 é realizada uma parada orientada do fuso ao atingir a profundidade de furação. A ferramenta desloca-se então em avanço rápido para as posições de retorno programadas e daí para o plano de retorno. O ciclo CYCLE86 só pode ser usado se o fuso d
Sinumerik CYCLE87 Furo 3 No ciclo Sinumerik CYCLE87 Furo 3, uma parada do fuso sem orientação é efetuada ao atingir a profundidade final de furação, seguida de uma parada programada. Ao pressionar a tecla NC Start, o movimento ascendente continua em avanço rápido até o plano de retrocesso ser alcan
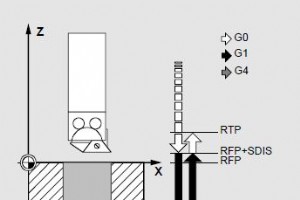
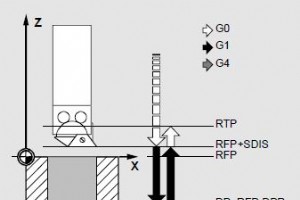
Sinumerik CYCLE88 Furo 4 No ciclo Sinumerik CYCLE88 Bore 4, um tempo de espera é efetuado ao atingir a profundidade final de furação junto com uma parada do fuso sem orientação e uma parada programada. Ao pressionar a tecla NC Start, o movimento ascendente é executado em avanço rápido até o plano d
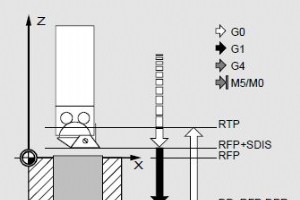
Sinumerik CYCLE89 Furo 5 No ciclo Sinumerik CYCLE89 “Perfuração 5”, os movimentos para dentro e para cima são executados no valor F programado antes da chamada do ciclo. Ao atingir a profundidade final de perfuração, um tempo de espera pode ser efetuado. Programação CYCLE89 (RTP, RFP, SDIS, DP, DP

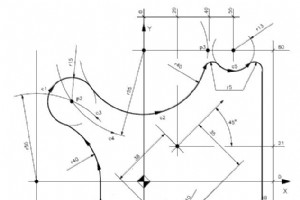
Osai GTL (PROGRAMAÇÃO GEOMÉTRICA DE ALTO NÍVEL) Os sistemas CNC Osai Série 10 permitem programar um perfil geométrico no plano usando a linguagem de programação padrão (G1-G2-G3) ou GTL, uma linguagem de programação de alto nível. Osai GTL permite utilizar as informações fornecidas pelo desenho p
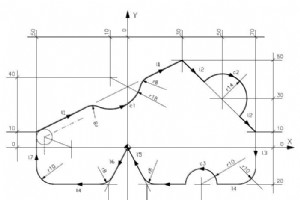
Exemplo de programação Osai 10 Series usando Osai GTL (linguagem de programação de alto nível). Exemplo de programação Osai GTL N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=
Osai 10 Series permite que os programadores façam programas cnc usando a linguagem de programação padrão (G1-G2-G3) ou GTL, uma linguagem de programação de alto nível (GTL).Aqui está um exemplo completo de programação Osai GTL. Exemplo de programa CNC Osai GTL N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6
Máquina cnc