Manufaturação industrial
Máquina cnc
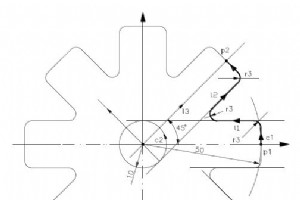
Exemplo de programa Osai 10 Series usando Osai GTL (linguagem de programação geométrica de alto nível). Exemplo de programação geométrica de alto nível (GTL) Osai Repetições de perfil executadas com 2 passadas N1 (DIS,GTL EXAMPLE WITH ROTATION)N2 F...S...T2.2 M6N3 MSA=2N4 p1=X50 Y0N5 c1=I0 J0 r50
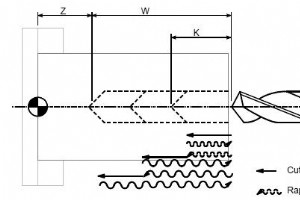
Macro de Perfuração Fanuc Peck Mova a ferramenta antecipadamente ao longo dos eixos X e Z para a posição onde um ciclo de perfuração começa. Especifique Z ou W para a profundidade de um furo, K para a profundidade de um corte e F para a velocidade de avanço de corte para furar o furo. Seguir o Cu
Enviado por:Vikram Resumo Programa de torno CNC que usina uma ranhura longa no eixo x usando o ciclo de ranhura G75 e então parte a mesma peça usando o ciclo de ranhura G75. Desenho/Imagem Programa CNC G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3
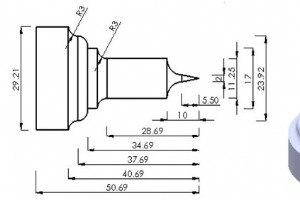
Enviado por:Vikram Resumo Programa de torno CNC que corta um contorno externo completo em um componente usando o ciclo G72 Faceamento. Desenho/Imagem Programa CNC G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02
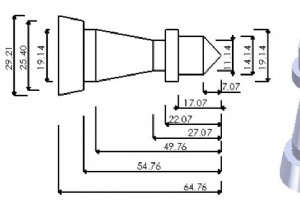
Enviado por:Vikram Resumo Programa de torno CNC que usina um componente completo, o perfil completo externo é girado usando o ciclo de torneamento G71, o ciclo G71 é usado duas vezes. Desenho/Imagem Programa CNC G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G71 U0.5R0.2;G71 P2 Q
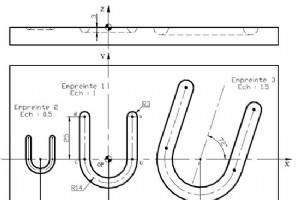
Enviado por:BEATA Resumo Num exemplo de programa CNC usando códigos G G74 G77 G59 etc. Desenho/Imagem Programa CNC Main Program%21(FRAISAGE DE TROIS EMPREINTES)N10 G90 G80 G40 G71N20 G0 G52 Z0N30 T1 D1 M6 (FRAISE SPHER DIAM = 6)N40 G94 F212N50 G97 S1061 M3N60 G59 X0 Y0 (DECALAGE ORIGIN NUL)N70 G
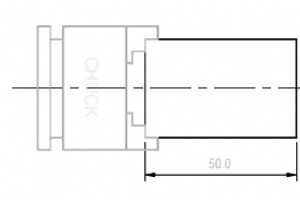
Enviado por:Programador CNC Resumo Programa de torno CNC para furar uma peça de material de latão a uma profundidade de 40mm com uma broca de 22mm de diâmetro. Desenho/Imagem Programa CNC G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30
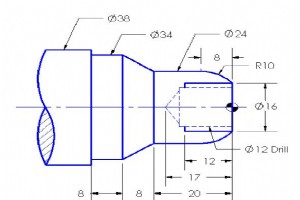
Enviado por:BEATA Resumo Programa de torno CNC para cortar Perfuração de Torneamento Externo e Mandrilamento Interno,Ciclo a Seguir Códigos G são usados neste programa de torno CNC,Desbaste de Torneamento OD com Ciclo de Torneamento G71Acabamento de Torneamento OD com Ciclo de Acabamento G70 Per
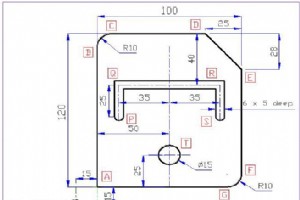
Enviado por:BEATA Resumo Q. Escreva um programa de peça CNC para a figura mostrada Para fresamento lateral, use velocidade de 1200 rpm e avanço de 100 mm/minPara furos, velocidade de 1200rpm e avanço de 80mm/minPara fresamento de canal, velocidade de 1200rpm e avanço de 120mm/min Tome o diâmetro
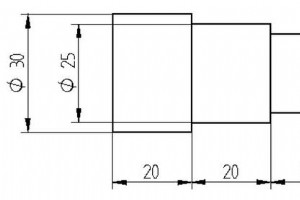
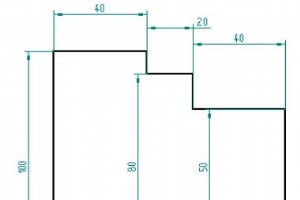
Enviado por:Vikram Resumo Escreva um programa ISO para a operação de torneamento escalonado do componente mostrado na figura usando ciclos fixos. O diâmetro da peça de trabalho =30mm Desenho/Imagem Programa CNC N0 G90 F0.5 S1200 T0101 M03N10 G00 X30 Z2N11 G71 U0.5 R0.5N12 G71 P30 Q80 U0.05 W0.05
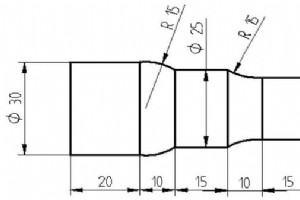
Enviado por:Vikram Resumo Escreva a programação do torno CNC para uma máquina controlada pela FANUC usando ciclos fixos. Tome o diâmetro da peça de trabalho =30 mm, profundidade de corte =0,5 mm, velocidade =1200 rpm. Assuma alimentação e outros dados adequadamente. Desenho/Imagem Programa CNC N
Enviado por:Vikram Resumo Escreva um programa de peças para um torno CNC controlado pela FANUC para o componente fornecido usando o ciclo fixo. Pegue a profundidade de corte de 0,5 mm e a velocidade de 1200 rpm. Assuma condições de corte e ferramentas de corte adequadas. Desenho/Imagem Programa
Enviado por:Vikram Resumo Escreva o programa de torno CNC para uma máquina controlada pela FANUC usando códigos de sub-rotina. Tome o diâmetro da peça de trabalho =40 mm, profundidade de corte =0,5 mm, velocidade =1200 rpm. Assuma alimentação e outros dados adequadamente. Desenho/Imagem Programa
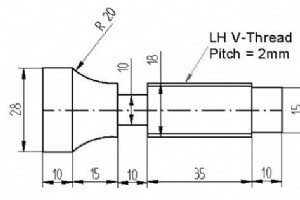
Enviado por:Programador CNC Resumo Exemplo de programação de torno CNC usando G76 para cortar roscas à esquerda no componente e canal usando o ciclo de canal G75. Desenho/Imagem Programa CNC N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N21 G71 U1 R0.5N22 G71 P50 Q90 U0.05 W0.05N50 G03 X20 Z-10 R10N6
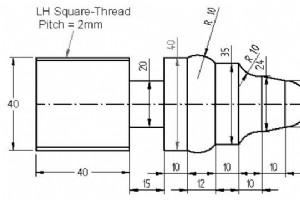
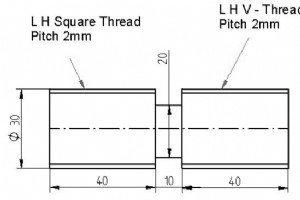
Enviado por:Programador CNC Resumo Programa de torno CNC para cortar rosca LH (lado esquerdo) em um componentee também para cortar o perfil do componente usando o ciclo de torneamento G71,Canal usando o ciclo de canal G75.Escreva uma programação de peça ISO para Torno CNC controlado pela FANUC usa
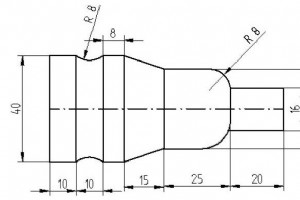
Enviado por:Vikram Resumo Escreva a programação do torno CNC para uma máquina controlada pela FANUC. Tome o diâmetro da peça de trabalho =30 mm, velocidade =1200 rpm. Assuma alimentação e outros dados adequadamente. Este programa usaG73 Ciclo de Repetição de PadrãoG76 Ciclo de Rosqueamento Dese
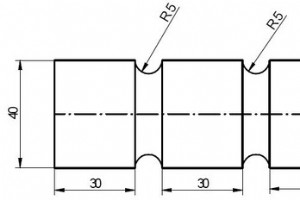
Enviado por:Vikram Resumo Programa de torno CNC que chama um subprograma várias vezes para cortar o mesmo padrão.O subprograma usa UW em vez de XZ para tornar o programa mais fácil de entender e depurar. Desenho/Imagem Programa CNC Main Program:N5 G90 F0.2 S1200 T0101 M04N10 G00 X40 Z0N20 M98 P3
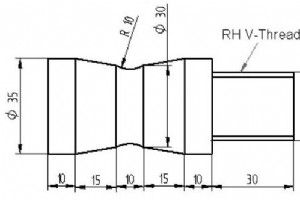
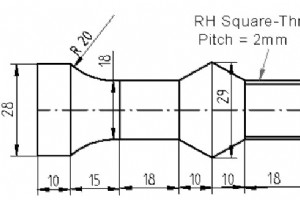
Enviado por:Vikram Resumo O parafuso com rosca em ambas as extremidades (parafusos de pino) pode ser facilmente fabricado em torno cnc usando o ciclo de rosqueamento G76.O programa seguinte corta o mesmo parafuso com RH (rosca à direita) em uma extremidade e LH (rosca à esquerda) em a outra extrem
Enviado por:Jack Resumo Um programa cnc muito simples dos meus exemplos de classe cnc. Desenho/Imagem Programa CNC N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
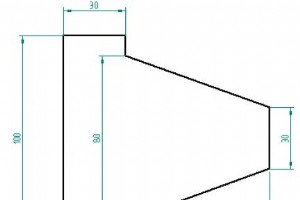
Enviado por:Brian Resumo Programa cnc muito básico e simples para cortar cone em uma máquina de torno cnc. Desenho/Imagem Programa CNC N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
Máquina cnc