


Processo de Usinagem Não Tradicional:Requisitos, Tipos, Vantagens e Desvantagens
Processo de usinagem não tradicional:
Alguns dos principais requisitos do desenvolvimento de processos de usinagem não tradicionais são os seguintes.- Usinagem de material muito duro.
- Forma de peças complexas.
- Requer um melhor acabamento superficial e tolerância insignificante.
- A peça de trabalho é sensível ao calor ou a temperatura pode alterar as propriedades internas da peça de trabalho.
- A peça de trabalho é muito fina e flexível para prender.
Tipos:
Alguns tipos importantes de processos de usinagem não tradicionais.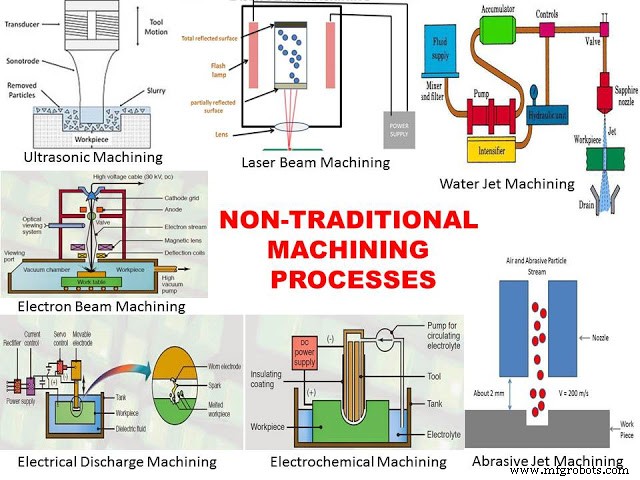
Processo de Usinagem de Descarga Elétrica:
Neste processo de usinagem uma faísca elétrica é utilizada como ferramenta para usinagem. É o mesmo que a remoção de rebarbas de metal da superfície de metal na presença de faísca elétrica. Neste processo, uma faísca elétrica é gerada entre a peça e a ferramenta. Esta faísca usada como ferramenta de corte para cortar a peça de metal na forma desejada. Tanto a ferramenta quanto a peça de trabalho são colocadas em um fluido dielétrico, que acelera a faísca e remove as partículas de cavacos entre elas. A remoção do metal ocorre devido à erosão e vaporização por faísca.Processo de Usinagem Eletroquímica:
É um processo de usinagem não tradicional em que o metal é removido por dissolução eletroquímica. É o inverso da galvanoplastia. Neste processo, tanto a ferramenta quanto a peça de trabalho são colocadas em solução eletrolítica. Geralmente NaCl em água toma como eletrólito. A ferramenta atua como cátodo e a peça de trabalho como ânodo. Quando a corrente DC de alta tensão aplicada através deles, o metal será esgotado do ânodo e chapeado no cátodo. Geralmente banhado a hidrogênio no cátodo e o metal removido do ânodo produz uma escória por combinação com íons Cl-. Esta escória é removida do eletrólito por algum sistema de limpeza.Processo de Usinagem Ultrassônica:
Como o nome indica, este processo usa energia de vibração ultrassônica para usinagem. Neste processo, são utilizadas ondas ultrassônicas que produzem vibração de alta frequência e baixa amplitude. Esta vibração atua como força motriz para partículas abrasivas situadas entre a peça de trabalho e a ferramenta. As partículas abrasivas misturadas com água formam uma pasta à base de água. Esta vibração ultrassônica de alta frequência transfere energia para esta pasta que acelera as partículas abrasivas, assim elas atingem a peça de trabalho frágil e removem o material na superfície de impacto. Esta onda ultrassônica de alta frequência é desenvolvida pela fonte de alimentação de alta frequência.Processo de usinagem a jato abrasivo:
Neste processo de usinagem, um alto fluxo de partículas abrasivas forçadas em direção à peça de trabalho, isso removerá o metal da superfície de impacto devido à erosão. O processo de remoção do metal ocorre devido à fratura frágil e ação de micro corte das partículas abrasivas. As partículas abrasivas transportadas por gás de alta velocidade que atuam como meio de transporte para partículas abrasivas. Esta usinagem é usada principalmente para usinagem de material duro.Processo de usinagem de feixe de laser:
Este processo de usinagem usa laser ou energia de luz para remoção de metal. Neste processo, um feixe de laser de alta concentração incide sobre a peça de trabalho, o que produz energia térmica na superfície de impacto. Este uso de energia térmica para remover o metal por fusão e evaporação de partículas de metal. Este processo pode ser usado para usinar materiais metálicos e não metálicos.Processo de usinagem de feixe de elétrons:
É o mesmo que usinagem com feixe de laser, exceto que neste processo é usado um feixe de elétrons de alta concentração. Este feixe de elétrons altamente concentrado atinge a superfície de trabalho e produz energia térmica. O metal é removido por fusão e evaporação da partícula de metal da superfície de contato. Este feixe de elétrons gerado por um canhão de elétrons viaja através das lentes magnéticas, lentes eletromagnéticas, bobina de defecção e finalmente colide com a superfície de trabalho. No ponto de impacto, a energia cinética do elétron se converte em energia térmica, que é posteriormente usada para usinar a peça de trabalho. Todo esse processo ocorre no vácuo, caso contrário, as partículas de elétrons colidem com as partículas de ar e perdem energia antes de atingir a superfície de trabalho.Processo de Usinagem com Jato de Água e Jato de Água Abrasivo:
A usinagem por jato de água é um processo de usinagem não tradicional e amigável ao meio ambiente. Neste processo, um jato de água de alta velocidade é usado para usinar a peça de trabalho. Neste processo, o jato de água de alta velocidade atinge a superfície de trabalho e o metal é removido devido à erosão por partículas de água. É usado principalmente para usinagem de materiais macios. Para usinagem de materiais duros, partículas abrasivas adicionadas no fluxo de água. Essas partículas abrasivas aumentam a capacidade de corte da água e podem ser usadas para cortar materiais duros.Vantagens e Desvantagens:
Vantagens:
- Proporciona alta precisão e acabamento superficial.
- Nenhuma ferramenta física é usada, portanto, não ocorre desgaste da ferramenta.
- Eles não geram chips nem geram chips microscópicos.
- Eles são mais silenciosos em operação.
- Pode ser facilmente automatizado.
- Pode usinar qualquer forma complexa.
Desvantagens:
- Alto custo inicial ou de configuração.
- É necessária mão de obra altamente qualificada.
- Menor taxa de remoção de metal.
- Mais potência necessária para usinagem.
- Não é econômico para produção em massa.
Trata-se de processos de usinagem não tradicionais, requisitos, tipos, vantagens e desvantagens. Se você tiver alguma dúvida sobre este artigo, pergunte comentando. Se você gostou deste artigo, não se esqueça de compartilhá-lo em suas redes sociais. Inscreva-se em nosso canal para mais artigos interessantes.
Diferença entre trabalho a quente e trabalho a frio
Usinagem a Jato de Água e Jato de Água Abrasivo:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
Processo de manufatura
- Usinagem por Feixe de Elétrons:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem a Jato Abrasivo:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem Ultrassônica:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem Eletroquímica:Princípio, Trabalho, Equipamentos, Aplicação, Vantagens e Desvantagens
- Processo de Soldagem em Estado Sólido:Princípio, Tipos, Aplicação, Vantagens e Desvantagens
- Soldagem por Fricção:Princípio, Funcionamento, Tipos, Aplicação, Vantagens e Desvantagens
- Tipos, vantagens e desvantagens da máquina de descarga elétrica (EDM)
- Vantagens e desvantagens da indústria 4.0
- Entendendo o processo de usinagem não tradicional
- Diferença entre o processo de usinagem tradicional e não tradicional