


Efeitos dos parâmetros de sonicação da ponta na esfoliação da fase líquida de grafite em nanoplacas de grafeno
Resumo
Nanoplacas de grafeno (GNPs) podem ser produzidas esfoliando grafite em solventes por meio de sonicação de ponta de alta potência. A fim de compreender a influência dos parâmetros de sonicação de ponta na esfoliação de grafite para formar GNPs, três amostras típicas de grafite em flocos foram esfoliadas em GNPs por meio de sonicação de ponta na potência de 60, 100, 200 ou 300 W para 10, 30, 60, 90, 120 ou 180 min. A concentração de dispersões de GNP, o tamanho e a densidade de defeito dos GNPs produzidos e o comportamento de sedimentação das dispersões de GNP produzidas sob vários parâmetros de sonicação de ponta foram determinados. Os resultados indicaram que a concentração das dispersões de GNP foi proporcional à raiz quadrada da entrada de energia de sonicação (o produto da potência de sonicação e tempo). O tamanho e eu D / eu G os valores (determinados pelo espectro Raman) de GNPs produzidos sob vários poderes e tempos de sonicação de ponta variaram de ~ 1 a ~ 3 μm e ~ 0,1 a ~ 0,3, respectivamente, o que indicou que todos os GNPs produzidos eram de alta qualidade. O comportamento de sedimentação das dispersões de GNP mostrou que as dispersões eram favoravelmente estáveis, e a concentração de cada dispersão de GNP era ~ 70% de sua concentração inicial após sedimentação por 96 h. Além disso, as imagens TEM e os padrões de difração de elétrons foram usados para confirmar que os GNPs produzidos eram de poucas camadas. Este estudo tem implicações importantes para selecionar os parâmetros de sonicação de ponta adequados na esfoliação de grafite em GNPs.
Histórico
O grafeno é um tipo de material bidimensional em camadas com um módulo de Young excepcionalmente alto de ~ 1,0 Tpa, condutividade térmica ultra-alta de ~ 5000 W / (m · K), alta transmitância de 97,7%, alta mobilidade intrínseca de ~ 200.000 cm 2 / (V · s), e resistência extremamente alta à permeação de gás [1,2,3]. Por causa dessas excelentes propriedades, o grafeno tem grande potencial para muitas aplicações, incluindo sensores, dispositivos eletrônicos, nanocompósitos de polímeros avançados, armazenamento de energia, células solares, revestimentos inteligentes, lasers ultrarrápidos, catálise e rotulagem biológica [2, 4,5,6]. As propriedades únicas e aplicações potenciais levaram os pesquisadores a explorar métodos promissores para produzir grafeno nos últimos anos.
Até o momento, uma série de métodos foram desenvolvidos para produzir grafeno, como clivagem micromecânica [7], redução do óxido de grafeno [8, 9], deposição de vapor químico (CVD) [10] e esfoliação em fase líquida (LPE) [11,12,13,14]. A clivagem micromecânica pode ser usada para preparar PNB de grande área de alta qualidade, mas tem as desvantagens de baixo rendimento de produção e baixo rendimento. A redução do óxido de grafeno é amplamente usada para produzir PNB; entretanto, o processo de redução não remove todos os grupos funcionais de oxigênio. Assim, os PNB produzidos pela redução do óxido de grafeno ainda retêm uma alta densidade de defeitos, o que degrada suas propriedades. O CVD é um método promissor para a produção em larga escala de grafeno monocamada ou de poucas camadas com alta qualidade; no entanto, o método requer condições adversas de reação química, como alta temperatura e vácuo, o que pode aumentar os custos e causar problemas de segurança. O LPE foi realizado pela primeira vez por Coleman et al. [11] por sonicação de grafite em solventes orgânicos usando um sonicador de banho. Devido ao seu baixo custo, simplicidade e potencial para produção em larga escala, o LPE atraiu muita atenção de muitos pesquisadores e se tornou um método promissor para produzir PNB.
Geralmente, o processo LPE envolve três etapas [15], isto é, dispersar a grafite em um solvente apropriado, esfoliar a grafite em GNPs por diferentes técnicas e, em seguida, purificar os GNPs. Muitos pesquisadores têm feito esforços para selecionar solventes promissores e desenvolver técnicas de esfoliação potenciais. Em relação à triagem de solvente, mais de 60 solventes foram usados para esfoliar grafite até o momento, incluindo vários solventes orgânicos [16], solventes com baixo ponto de ebulição [17, 18], soluções de surfactante [12, 19], líquidos iônicos [20], soluções de polímero [21] e soluções de biomoléculas anfifílicas [22]. Além disso, para prever os bons solventes, a teoria da tensão superficial [11] e os parâmetros de solubilidade de Hansen [16] têm sido usados para explorar o mecanismo de esfoliação do grafite.
Em termos de técnicas de esfoliação, sonicação [23,24,25,26], mistura de alto cisalhamento [27, 28], moagem de bolas [29] e homogeneização de alta pressão [30] têm sido empregadas no LPE. Entre esses métodos, a sonicação é amplamente utilizada em LPE, que inclui duas categorias, ou seja, sonicação de banho e sonicação de ponta. Banho de sonicação é um método conveniente e de baixo custo para esfoliar o grafite [31]. No entanto, devido ao seu baixo consumo de energia e baixa eficiência de esfoliação, o LPE com banho de sonicação tem pouco potencial para aumentar a produção de GNPs. Recentemente, alguns pesquisadores demonstraram que a taxa de produção de GNPs pode ser aumentada substancialmente por sonicação de ponta de alta potência [32,33,34] ou combinando sonicação de ponta com mistura de cisalhamento [35], e investigaram as influências da forma do vaso, concentração inicial de grafite , volume líquido e surfactante no rendimento dos GNPs [33]. Além disso, Gao et al. apresentou um método para produzir GNPs por esfoliação de grafite em CO supercrítico 2 / H 2 O meio via acoplamento de um reator de pressão com um sonicador de ponta e investigou o efeito da pressão do sistema, poder de sonicação, a proporção de CO supercrítico 2 / H 2 O, etc. sobre o rendimento do grafeno [36]. Além disso, algumas pesquisas propuseram que a eficiência da esfoliação e a qualidade dos GNPs podem ser influenciadas pelos parâmetros de sonicação, como potência de entrada, tempo de sonicação, diâmetro da sonda e frequência de sonicação, etc. [14]. No entanto, pouca pesquisa foi conduzida sistematicamente para entender o efeito dos parâmetros de sonicação da ponta na qualidade dos PNB produzidos.
Este estudo tem como objetivo determinar os efeitos do poder de sonicação da ponta e do tempo na esfoliação do grafite em GNPs. Primeiro, uma série de misturas de solvente etanol / água com diferentes tensões superficiais foram usadas para dispersar três tipos de amostras de grafite em flocos. A mistura de solventes com a concentração de GNP mais alta foi selecionada como o meio líquido de dispersão. Em seguida, foram determinadas as qualidades dos GNPs, incluindo sua concentração, tamanho, densidade de defeito e comportamento de sedimentação, produzidos sob diferentes tempos e poderes de sonicação de ponta. O estudo tem implicações importantes para selecionar os parâmetros de sonicação de ponta adequados na esfoliação de grafite em GNPs.
Métodos / Experimental
Seleção do meio líquido de dispersão
De acordo com a termodinâmica de superfície, a mudança da energia livre de Gibbs (Δ G ) antes e depois da esfoliação de grafite pode ser usado para prever a dispersão de PNB. Geralmente, Δ G para esfoliar um pedaço de grafite em GNPs pode ser expresso como
$$ \ Delta G =2N {\ gamma} ^ {\ mathrm {GL}} - 2 {\ gamma} ^ {\ mathrm {GL}} =2 \ left (N-1 \ right) {\ gamma} ^ { \ mathrm {GL}} $$ (1)
onde N é o número de PNB após a dispersão e γ GL é a energia livre interfacial entre os GNPs e o meio líquido. De acordo com a regra de combinação, γ GL pode ser calculado a partir da tensão superficial dos GNPs ( γ GV ) e a tensão superficial do meio líquido ( γ LV ), que pode ser expresso como
$$ {\ gamma} ^ {\ mathrm {GL}} ={\ gamma} ^ {\ mathrm {GV}} + {\ gamma} ^ {\ mathrm {LV}} - 2 \ sqrt {\ gamma ^ {\ mathrm {GV}} {\ gamma} ^ {\ mathrm {LV}}} ={\ left (\ sqrt {\ gamma ^ {\ mathrm {GV}}} - \ sqrt {\ gamma ^ {\ mathrm {LV} }} \ direita)} ^ 2 $$ (2)
De acordo com as Eqs. (1) e (2), γ GV é constante, obviamente, γ LV afeta a dispersão do PNB, o que foi indicado por alguns estudos anteriores [11, 16]. Além disso, pode-se verificar que quando γ GV é igual a γ LV , Δ G está no mínimo, o que indica que é favorável dispersar PNB no meio líquido.
Aqui, para selecionar um meio líquido de dispersão adequado, uma série de misturas binárias de solventes com várias tensões superficiais foram preparadas misturando etanol e água ultrapura com proporções predefinidas. As tensões superficiais dessas misturas de solventes (variando de 22 a 50 mJ / m 2 ) foram determinados a 20 ° C com um tensiômetro de superfície (K100, Krüss GmbH, Alemanha). No estudo, três amostras de grafite em flocos disponíveis comercialmente com tamanhos de ~ 10 μm (indicados como G10; Xiamen Knano GNPs Technology Co. Ltd., China), ~ 30 μm (G30; Chengdu Organic Chemicals Co. Ltd., China), e ~ 100 μm (G100; Xiamen Knano GNPs Technology Co. Ltd., China) foram usados. Durante o experimento, a amostra de grafite em flocos (4 mg) foi adicionada a uma série de misturas de etanol / água (40 mL) e depois esfoliada usando um sonicador de ponta (Scientz-950E, Scientz Biotechnology Co. Ltd., China). A ponta do sonicador tinha um diâmetro de 6 mm. A dispersão de GNP resultante foi centrifugada (TGL-10 K, Shanghai Anting Scientific Instrument, China) a 1000 rpm durante 30 min para remover as agregações. As concentrações de GNPs em uma série de misturas de solventes com diferentes tensões superficiais foram medidas avaliando a densidade óptica (DO) de cada dispersão usando um espectrofotômetro ultravioleta-visível (UV-Vis) (Epoch, BioTek, Winooski, VT, EUA). A mistura de solventes com a concentração de GNP mais alta foi selecionada como o meio líquido de dispersão para os seguintes experimentos.
Esfoliação de grafite em vários parâmetros de sonicação de ponta
Para compreender os efeitos do poder de sonicação da ponta e do tempo no comportamento de esfoliação da grafite em GNPs, as amostras de grafite em flocos foram esfoliadas por sonicação da ponta a uma potência de 60, 100, 200 ou 300 W por 10, 30, 60, 90, 120 ou 180 min. Em cada experimento de esfoliação, grafite em flocos (4 mg) foi adicionado ao meio líquido de dispersão selecionado (40 mL) e, em seguida, sonicado pelo sonicador de ponta. Um sistema de controle de temperatura com um banho de água termostático manteve a dispersão a 20 ° C durante a sonicação. A dispersão foi centrifugada a 1000 rpm durante 30 min para sedimentar os flocos de grafite agregados. Finalmente, o sobrenadante foi coletado para caracterizar as propriedades dos GNPs produzidos sob diferentes tempos e poderes de sonicação de ponta.
Caracterização dos PNB produzidos
Para avaliar a qualidade dos GNPs produzidos usando vários tempos e poderes de sonicação de ponta, as concentrações de dispersões de GNP, o tamanho, a densidade do defeito e as camadas dos GNPs e o comportamento de sedimentação dos GNPs no meio líquido de dispersão selecionado foram caracterizados por vários métodos. Especificamente, o tamanho dos GNPs foi observado por microscopia eletrônica de varredura (SEM; Nova NanoSEM 430, FEI, Hillsboro, OR, EUA) a 10 kV. Amostras SEM foram preparadas pipetando as dispersões de GNP em substratos de Si. A densidade de defeitos dos GNPs foi caracterizada por espectroscopia Raman (LabRAM HR800, Horiba Jobin-Yvon, França) usando um laser de 514 nm. Amostras para espectroscopia Raman foram preparadas depositando filmes de GNP em lâminas de vidro. As concentrações de GNPs nas dispersões foram medidas avaliando a DO de cada dispersão a 600 nm usando um espectrofotômetro UV-Vis (Epoch, BioTek, Winooski, VT, EUA). O comportamento de sedimentação dos GNPs no meio líquido de dispersão selecionado foi estimado pela determinação da mudança da concentração de GNP ao longo do tempo usando o mesmo espectrofotômetro UV-Vis. As camadas dos GNPs produzidos foram determinadas por microscopia eletrônica de transmissão (TEM; Tecnai F30, FEI, Hillsboro, OR, EUA) a 200 kV. As amostras para análise de TEM foram preparadas pipetando cada dispersão de GNP em uma grade de malha de carbono furada.
Resultados e discussão
Esfoliante de grafite em GNPs em meio líquido com diferentes tensões de superfície
A Figura 1 mostra as concentrações de GNPs em misturas de solventes de etanol e água ultrapura com tensões de superfície variando de 22 a 50 mJ / m 2 . Em detalhe, a DO e a concentração de massa das dispersões de GNP em função da tensão superficial das misturas de solventes são apresentadas na Fig. 1a. Além disso, a relação entre a concentração de massa e a DO das dispersões de GNP é mostrada no arquivo adicional 1. A Figura 1b mostra a relação entre a fração de volume de etanol e a tensão superficial das misturas de solventes. Os resultados indicaram que a concentração das dispersões de GNP depende fortemente da tensão superficial da mistura de solventes. Todas as três amostras de grafite em flocos dispersaram de forma mais eficaz na mistura de etanol (45 vol%) - água (55 vol%) com uma tensão superficial de ~ 30 mJ / m 2 , o que está de acordo com a literatura anterior [17]. Portanto, a mistura de etanol / água com uma tensão superficial de 30 mJ / m 2 foi selecionado como o meio líquido de dispersão para esfoliar as amostras de grafite em flocos.
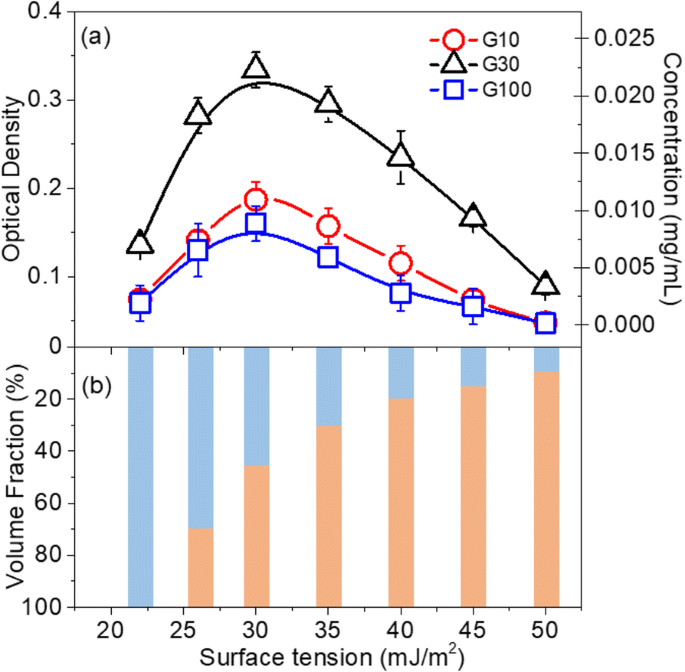
a Densidade óptica e concentração de massa de dispersões de grafeno produzidas pela esfoliação de amostras de grafite em flocos G10, G30 e G100 como uma função da tensão superficial de misturas de solvente etanol-água. b Relações entre a tensão superficial de misturas de solventes e as frações de volume de água (laranja) e etanol (azul)
Concentrações de dispersão do PNG produzidas usando vários poderes e tempos de sonicação
As concentrações de dispersão de GNP produzida usando vários poderes e tempos de sonicação foram determinadas por espectroscopia UV-Vis. A Figura 2 (a1), (b1) e (c1) mostra a DO e a concentração de massa dos GNPs produzidos na mistura água-etanol com uma tensão superficial de 30 mJ / m 2 como funções do poder de sonicação e tempo. Os resultados indicaram que a concentração de dispersões de GNP aumentou com o poder de sonicação e o tempo. Observe que o G100 não foi esfoliado na mistura de etanol-água com uma tensão superficial de 30 mJ / m 2 em poderes de sonicação de 60 e 100 W. Especificamente, para o mesmo tempo de sonicação, a concentração de dispersões de PNG aumentou com o poder de sonicação. Além disso, com o mesmo poder de sonicação, a concentração das dispersões de GNP aumentou rapidamente no início e depois mais lentamente conforme o tempo de sonicação aumentava. Uma vez que o tempo de sonicação atingiu 120 min, a concentração de dispersões de GNP permaneceu quase inalterada. Estes resultados indicaram que a concentração máxima de dispersões de GNP foi obtida após um certo tempo de sonicação, após o qual sonicação adicional não foi eficaz. Além disso, os resultados demonstraram que as concentrações de dispersões de GNP produzidas em uma potência de sonicação de 300 W foram muito maiores do que aquelas de dispersões produzidas em potências de sonicação de 60, 100 e 200 W.
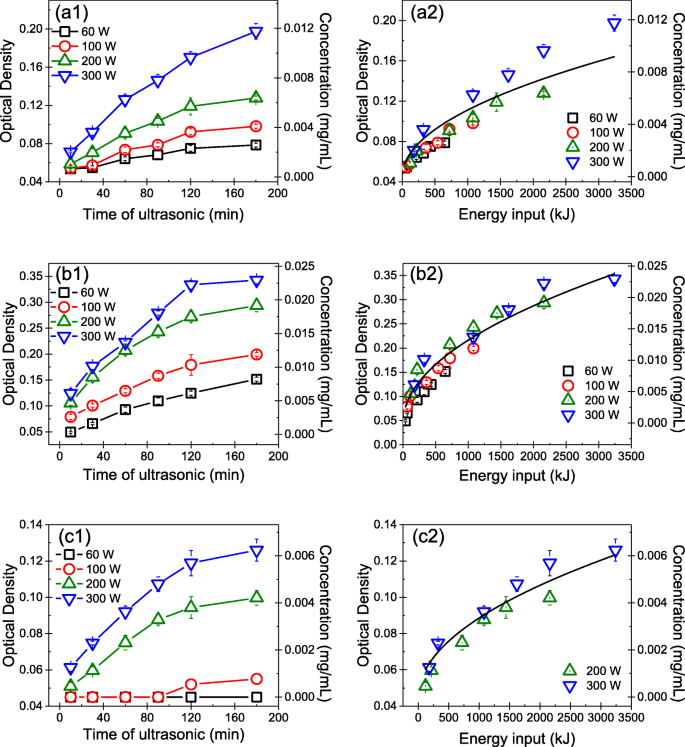
Concentrações de dispersões de GNP produzidas por esfoliantes (a1) G10, (b1) G30 e (c1) G100 usando diferentes poderes de sonicação e tempos. A concentração de dispersões de GNP produzidas pela esfoliação (a2) G10, (b2) G30 e (c2) G100 como uma função da entrada de energia de sonicação
Para avaliar a influência do poder de sonicação da ponta e do tempo na concentração das dispersões de GNP, a relação entre a entrada de energia, ou seja, E , (tempo de sonicação multiplicado pelo poder de sonicação) e a concentração das dispersões de GNP foi determinada. A Figura 2 (a2), (b2) e (c2) revela que a relação entre a concentração das dispersões do PNB e a entrada de energia pode ser descrita por \ ({C} _g ={aE} ^ {\ raisebox {1ex} { $ 1 $} \! \ Left / \! \ Raisebox {-1ex} {$ 2 $} \ right.} \), Onde C g é a concentração da dispersão do PNB, e a é um parâmetro determinado pelo ajuste dos dados experimentais. O a os valores para as dispersões de GNP obtidas pela esfoliação G10, G30 e G100 são 1,612 × 10 - 4 , 4.175 × 10 - 4 e 1.061 × 10 - 4 mg / (mL · kJ ½ ), respectivamente. Esses resultados demonstraram que com o aumento do aporte de energia, a concentração da dispersão do GNP aumentou rapidamente no início e depois lentamente, o que estava de acordo com as descobertas anteriores de Coleman [23] e Bracamonte [37] sobre esfoliação de grafite em GNPs via banho de sonicação .
Tamanho dos PNB produzidos usando vários poderes e tempos de sonicação
A Figura 3 mostra o tamanho dos GNPs produzidos pela esfoliação de amostras de grafite em flocos G10, G30 e G100 usando vários tempos e poderes de sonicação de ponta. A Figura 3 (a1), (b1) e (c1) exibe o tamanho médio dos GNPs produzidos pela esfoliação G10, G30 e G100 usando diferentes tempos e poderes de sonicação de ponta. O tamanho médio dos PNB foi determinado analisando cerca de 100 PNB para cada amostra. Os resultados indicaram que com o aumento do poder de sonicação e do tempo, o tamanho dos GNPs produzidos diminuiu ligeiramente. Independentemente do tamanho inicial da grafite em flocos, o tamanho dos GNPs produzidos usando vários tempos e poderes de sonicação de ponta variaram de ~ 1 a ~ 3 μm. Como o G100 não foi esfoliado com potências de sonicação de 60 e 100 W, a Fig. 3 (c1) mostra apenas o tamanho dos PNB esfoliados com potências de sonicação de 200 e 300 W.
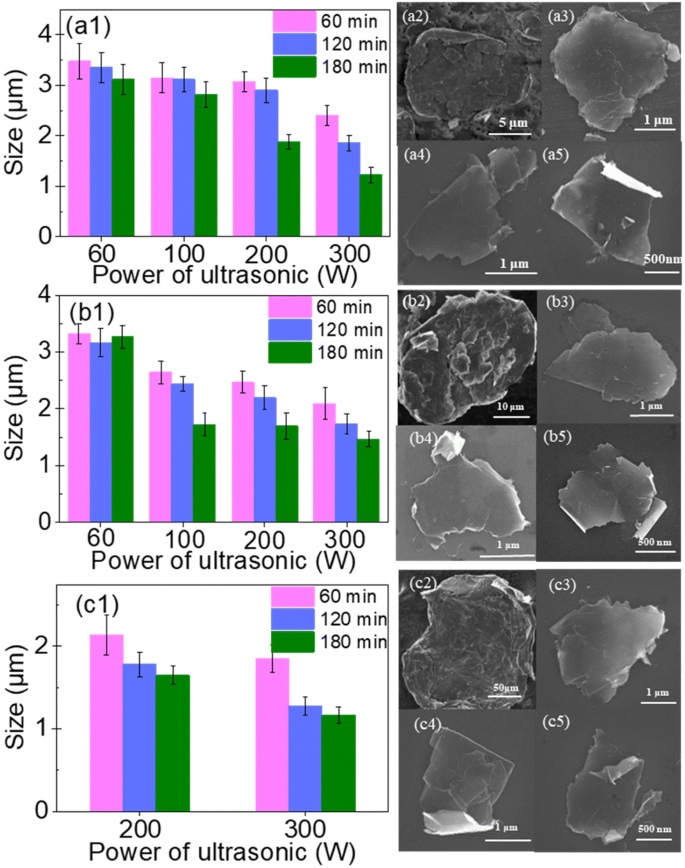
Tamanho médio dos GNPs produzidos usando diferentes poderes de sonicação e tempos para esfoliar (a1) G10, (b1) G30 e (c1) G100 amostras de grafite em flocos. Imagens SEM das amostras de grafite em flocos (a2) G10, (b2) G30 e (c2) G100. Imagens SEM dos GNPs produzidos pela esfoliação G10 a uma potência de sonicação de 300 W por (a3) 60 min, (a4) 120 min e (a5) 180 min. Imagens SEM dos GNPs produzidos por esfoliante G30 a uma potência de sonicação de 300 W para (b3) 60 min, (b4) 120 min e (b5) 180 min. Imagens SEM dos GNPs produzidos pela esfoliação G100 a uma potência de sonicação de 300 W para (c3) 60 min, (c4) 120 min e (c5) 180 min
Para ilustrar a influência da sonicação no tamanho dos GNPs produzidos, imagens SEM dessas três amostras de grafite e GNPs obtidas por esfoliação a uma potência de sonicação de 300 W por diferentes períodos são fornecidas na Fig. 3. As imagens SEM de GNPs esfoliados em um a potência de sonicação da ponta de 60, 100 e 200 W para 60, 120 e 180 min são mostrados no arquivo adicional 1. Especificamente, a Fig. 3 (a2), (b2) e (c2) mostra os tamanhos iniciais do flocos de grafite, ou seja, G10, G30 e G100, respectivamente. As imagens indicam que G10, G30 e G100 tinham muitas camadas de espessura e tamanhos de aproximadamente 10, 30 e 100 μm, respectivamente. A Figura 3 (a3), (a4) e (a5) representa imagens SEM de GNPs produzidos por esfoliação G10 em misturas de etanol-água a uma potência de sonicação de ponta de 300 W por 60, 120 e 180 min, respectivamente. Pode-se verificar que quando o tempo de sonicação era de 60 min, os PNB produzidos eram um pouco mais espessos do que aqueles obtidos por sonicação por 120 ou 180 min; os dois últimos tempos de sonicação deram PNBs quase da mesma espessura. A Figura 3 (b3), (b4) e (b5) exibem imagens SEM de GNPs produzidos pela esfoliação G30 a uma potência de sonicação de ponta de 300 W por 60, 120 e 180 min, respectivamente. Enquanto isso, a Fig. 3 (c3), (c4) e (c5) mostra imagens SEM de GNPs produzidos pela esfoliação G100 a um poder de sonicação de ponta de 300 W por 60, 120 e 180 min, respectivamente. Todos esses resultados indicaram que, com o aumento do poder de sonicação e do tempo, a espessura dos GNPs produzidos diminuiu.
No geral, os resultados demonstraram que com o aumento do poder de sonicação e do tempo, o tamanho dos GNPs produzidos diminuiu ligeiramente. No entanto, independentemente do tamanho inicial da grafite em flocos, os GNPs produzidos usando vários tempos de sonicação de ponta e potências variaram de ~ 1 a ~ 3 μm em tamanho.
Densidade de defeitos de GNPs produzidos usando vários poderes e tempos de sonicação
A densidade de defeito de GNPs produzidos usando vários poderes e tempos de sonicação foram determinados por espectroscopia Raman. Geralmente, a razão de intensidade do D banda a 1350 cm - 1 ao do G banda em 1580 cm - 1 ( eu D / eu G ) é usado para caracterizar a densidade de defeitos de GNPs [33]. Um menor eu D / eu G valor indica uma densidade de defeito inferior dos PNB. O eu D / eu G os valores dos PNB esfoliados usando diferentes tempos e poderes de sonicação são mostrados como histogramas na Fig. 4 (a1), (b1) e (c1). Além disso, os espectros Raman típicos dos flocos de grafite iniciais e GNPs esfoliados a potências de 60, 100, 200 ou 300 W por 60, 120 ou 180 min são apresentados no arquivo adicional 1. O I D / eu G os valores dos PNBs aumentaram ligeiramente com o aumento do tempo e do poder de sonicação da ponta. No entanto, o eu D / eu G os valores dos GNPs produzidos usando os vários tempos e poderes de sonicação de ponta variaram de ~ 0,1 a ~ 0,3, o que indicou que todos os GNPs produzidos tinham uma densidade de defeito baixa, ou seja, eram de alta qualidade. Além disso, Arquivo adicional 1:Figuras S5, S6 e S7 ilustram que, com o aumento do poder de sonicação e do tempo, o G as faixas dos PNB tornaram-se mais amplas, o que significava que a maioria dos defeitos nos PNB eram defeitos nas bordas, e não no plano basal.
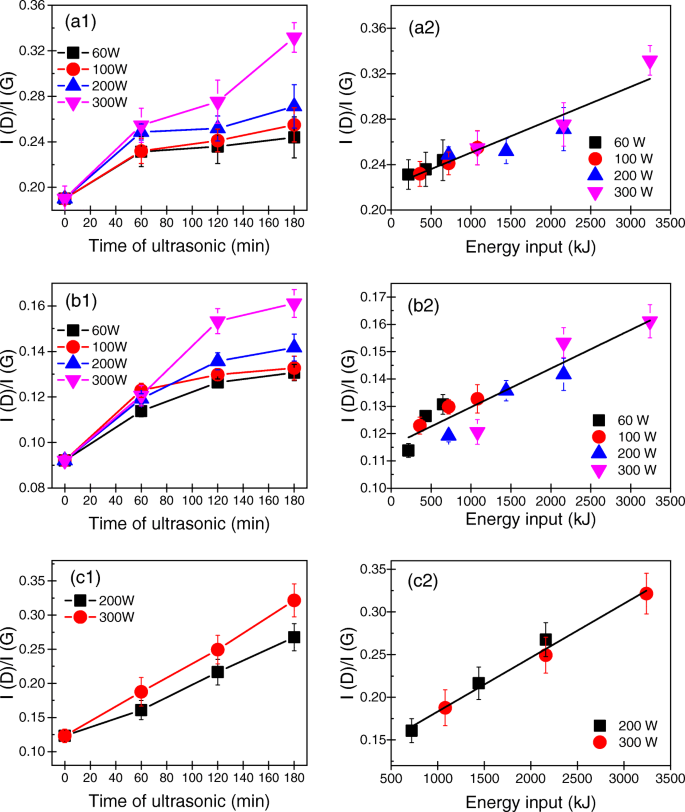
eu D / eu G valores dos GNPs produzidos usando vários poderes e tempos de sonicação de (a1) G10, (b1) G30 e (c1) G100. eu D / eu G valores dos GNPs produzidos pela esfoliação (a2) G10, (b2) G30 e (c2) G100 como uma função da entrada de energia de sonicação
Para compreender completamente a influência do poder de sonicação da ponta e do tempo na densidade de defeito dos GNPs produzidos, a entrada de energia durante a esfoliação foi considerada. A Figura 4 (a2), (b2) e (c2) mostra as relações entre o I D / eu G valor e entrada de energia durante a sonicação da ponta. Evidentemente, independentemente do tamanho inicial da amostra de grafite em flocos, I D / eu G de todos os PNB produzidos aumentaram linearmente com a entrada de energia. Indicou que, para produzir GNPs de alta qualidade, o poder de sonicação e o tempo devem ser reduzidos. Além disso, os resultados mostraram que o eu D / eu G os valores dos PNB produzidos pela esfoliação G30 foram muito inferiores aos dos PNB produzidos pela esfoliante G10 e G100. Isso pode ser causado por diferenças na qualidade das amostras de grafite original.
Comportamento de sedimentação de GNPs em um meio líquido
O comportamento de sedimentação dos GNPs em meio líquido representa a estabilidade da dispersão do grafeno. A Figura 5 ilustra o comportamento de sedimentação dos GNPs em meio líquido produzido a uma potência de sonicação de 300 W por 30, 60, 120 e 180 min estimado pela determinação da DO das dispersões de GNP em função do tempo de sedimentação. As curvas de sedimentação para dispersões de GNP produzidas em potências de sonicação de 60, 100 e 200 W para 30, 60, 120 e 180 min podem ser encontradas no arquivo adicional 1. Os resultados indicaram que as concentrações das dispersões de GNP produzidas usando diferentes sonicação as potências e os tempos diminuíram rapidamente nas primeiras 12 he depois se estabilizaram. Após sedimentação por 96 h, as concentrações das dispersões de GNP produzidas pelo esfoliante G10 a uma potência de sonicação de 300 W por 60, 120 e 180 min foram 61,8%, 70,1% e 70,5% de suas concentrações iniciais, respectivamente. Para G30, após sedimentação por 96 h, as concentrações das dispersões de GNP produzidas usando um poder de sonicação de 300 W por 60, 120 e 180 min foram 62,5%, 71,2% e 71,2% da concentração inicial das dispersões de GNP correspondentes , respectivamente. Enquanto isso, após a sedimentação por 96 h das dispersões de GNP produzidas a partir de G100 usando um poder de sonicação de 300 W por 60, 120 e 180 min, as concentrações das dispersões foram 65,9%, 71,6% e 72,3% de seus valores iniciais, respectivamente.
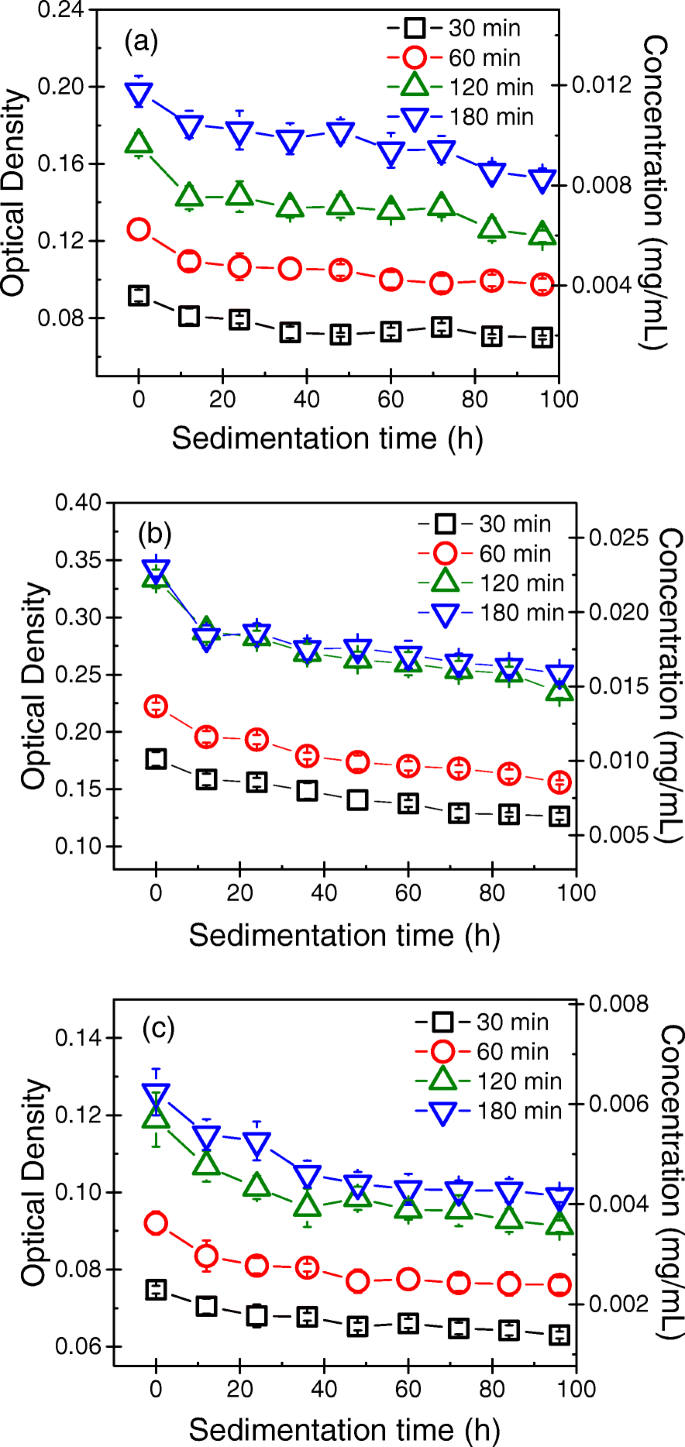
Curvas de sedimentação das dispersões de PNB produzidas pela esfoliação a G10, b G30 e c G100 com uma potência de sonicação de 300 W
Esses resultados indicaram que as concentrações das dispersões de GNP produzidas usando diferentes poderes e tempos de sonicação diminuíram rapidamente nas primeiras 12 horas e depois se estabilizaram. Após sedimentação por 96 h, as concentrações das dispersões de GNP foram de aproximadamente 70% de seus valores iniciais. Além disso, as estabilidades das dispersões de GNP em meios líquidos produzidos em vários poderes de sonicação por 120 min foram quase as mesmas que aquelas produzidas em vários poderes de sonicação por 180 min.
Implicações para selecionar os parâmetros de sonicação de ponta adequados
Com base na qualidade dos GNPs esfoliados usando vários tempos e poderes de sonicação de ponta, pode-se descobrir que o tamanho dos GNPs variou de ~ 1 a ~ 3 μm, independentemente do tamanho inicial da grafite em flocos. Enquanto isso, o eu D / eu G os valores dos PNB produzidos usando vários tempos e poderes de sonicação de ponta mostraram que todos os PNB eram de alta qualidade. Além disso, as concentrações de dispersões de GNP produzidas em uma potência de sonicação de 300 W foram muito maiores do que aquelas das dispersões produzidas em potências de sonicação de 60, 100 e 200 W. Além disso, as curvas de sedimentação das dispersões de GNP indicaram que as estabilidades das dispersões de GNP produzidas em vários poderes de sonicação por 120 min foram quase as mesmas que as da dispersão produzida em vários poderes de sonicação por 180 min. Levando em consideração todos os fatores mencionados acima, pensamos que os parâmetros de sonicação de ponta adequados para esfoliar o grafite para formar GNPs podem ser a potência de sonicação de 300 W por 120 min.
Além disso, a espessura dos PNBs é geralmente um indicador importante de sua qualidade. Portanto, a espessura dos GNPs produzidos por sonicação a 300 W por 120 min foi posteriormente determinada por TEM. A Figura 6a-c mostra as imagens TEM de campo claro de GNPs produzidas pela esfoliação G10, G30 e G100 a uma potência de sonicação de 300 W por 120 min, respectivamente. Para identificar a presença de GNPs de monocamada ou poucas camadas produzidos a uma potência de sonicação de 300 W por 120 min, um padrão de difração de elétrons dos GNPs foi medido em um ângulo de incidência de 0 °. Especificamente, a Fig. 6d mostra um padrão de difração de elétrons do GNP na Fig. 6b, que contém um padrão de simetria de seis vezes consistente com a estrutura cristalina típica de um GNP. Além disso, neste padrão hexagonal, a intensidade dos pontos {1100} é mais forte do que a dos pontos {2110}. Para inspecionar a razão da intensidade {1100} para aquela de {2110} ( I {1100} / eu {2110} ), alguns dos pontos foram ajustados por uma linha, como mostrado na Fig. 6d. A Figura 6e revela que os picos internos são mais intensos do que os externos e I {1100} / eu {2110} é aproximadamente 1,30. Trabalhos anteriores mostraram que quando eu {1100} / eu {2110} <1, o PNB deve ser multicamadas com empilhamento AB, enquanto que quando eu {1100} / eu {2110} > 1, o PIB deve ser monocamada [38]. Portanto, os resultados indicaram que os GNPs de monocamada ou poucas camadas foram produzidos usando uma potência de sonicação de 300 W por 120 min.
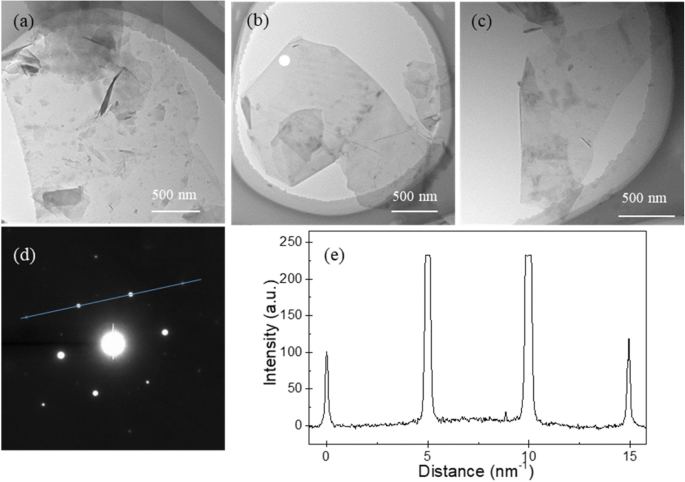
Imagens TEM de PNB produzidas por esfoliação a G10, b G30 e c Amostras de grafite em flocos G100 a uma potência de sonicação de 300 W por 120 min. d Padrão de difração de elétrons obtido da posição do círculo branco em b . e Intensidade de difração tomada ao longo da linha em d
Conclusões
A influência do poder de sonicação da ponta e do tempo na esfoliação do grafite em GNPs foi determinada pela análise da concentração de dispersões de GNP, o tamanho e a densidade de defeito dos GNPs produzidos e o comportamento de sedimentação das dispersões de GNP. Os resultados indicaram que a concentração das dispersões de GNP estava relacionada ao produto da potência e tempo de sonicação, ou seja, entrada de energia de sonicação. A relação entre a concentração de uma dispersão do GNP e a entrada de energia de sonicação pode ser descrita por \ ({C} _g ={aE} ^ {\ raisebox {1ex} {$ 1 $} \! \ Left / \! \ Raisebox {-1ex } {$ 2 $} \ right.} \). Com o aumento do poder de sonicação e do tempo, o tamanho dos GNPs produzidos diminuiu, enquanto a densidade de defeitos dos GNPs aumentou ligeiramente. As curvas de sedimentação das dispersões do GNP indicaram que as concentrações de todas as dispersões do GNP foram de aproximadamente 70% de seus valores iniciais, após sedimentação por 96 h. As imagens TEM indicaram que os GNPs esfoliados sob potência de sonicação de 300 W por 120 min eram de poucas camadas. O estudo tem implicações importantes para selecionar os parâmetros de sonicação de ponta adequados na esfoliação de grafite em GNPs.
Abreviações
- CVD:
-
Deposição de vapor químico
- GNPS:
-
Nanoplacas de grafeno
- LPE:
-
Esfoliação por fase líquida
- OD:
-
Densidade ótica
- SEM:
-
Microscopia eletrônica de varredura
- TEM:
-
Microscopia eletrônica de transmissão
Silício poroso passivado de folha de grafeno de poucas camadas para um excelente eletrodo eletroquímico de supercapacitor de camada dupla
A entrega de nanopartículas magnéticas de Fe3O4 modificada de CpG inibe o crescimento do tumor e as metástases pulmonares espontâneas para aumentar a imunoterapia
Nanomateriais
- Grafeno Coloca Nanomateriais em Seu Lugar
- Grafeno em alto-falantes e fones de ouvido
- Nanofibra de grafeno
- Células solares de grafeno de alta eficiência
- As propriedades elétricas de compostos híbridos baseados em nanotubos de carbono multifoliados com nanoplacas de grafite
- Efeitos do pH microambiental do lipossoma na estabilidade química do fármaco carregado
- Efeitos de interação na montagem de nanopartículas magnéticas
- Esfoliação líquida de alta eficiência de nanofolhas de nitreto de boro usando solução aquosa de alcanolamina
- Avaliação de estruturas de grafeno / WO3 e grafeno / CeO x como eletrodos para aplicações de supercapacitor
- Preparação de polietileno de peso molecular ultra-alto / nanocompósito de grafeno polimerização in situ via estrutura esférica e sanduíche de grafeno / suporte Sio2