


Tunelamento de óxido de alumínio depositado em camada atômica:um estudo de desempenho estrutural / elétrico correlacionado para a passivação de superfície de junções de silício
Resumo
A passivação é um processo chave para a otimização das junções p-n de silício. Dentre as diferentes tecnologias utilizadas para passivar a superfície e as interfaces de contato, a alumina é amplamente utilizada. Um parâmetro chave é a espessura da camada de passivação que é comumente depositada usando a técnica de deposição de camada atômica (ALD). Este trabalho tem como objetivo apresentar estudos estruturais / elétricos correlacionados para o efeito de passivação da alumina nas junções de Si para obter a espessura ideal da camada de passivação de alumina. As observações do microscópio eletrônico de transmissão de alta resolução (HRTEM) juntamente com medições de energia dispersiva de raios-X (EDX) são usadas para determinar a espessura da alumina em escala atômica. Os parâmetros elétricos correlacionados são medidos com o simulador solar e o Suns-Voc de Sinton Medidas. Finalmente, uma espessura ótima de alumina de 1,2 nm é assim evidenciada.
Introdução
A redução das perdas por recombinação de superfície nas junções p-n de silício é de primordial importância para melhorar a eficiência de absorção da luz e sua conversão em fotocorrente, tendo as células solares como uma das principais aplicações [1, 2]. Entre os principais processos que podem melhorar a recombinação de defeitos nas junções de silício, a passivação da superfície e dos contatos foram e sempre são de primordial importância. As passivações das superfícies frontal e traseira foram desenvolvidas, tanto para as regiões iluminadas não metalizadas quanto para os contatos de metal de silício [3, 4]. A interface metal-silício apresenta grande recombinação, então duas opções foram desenvolvidas para minimizar as perdas na área de contato:pequena área de contato associada com baixo nível de dopagem local, ou passivação local da interface metal-silício pela introdução de um túnel fino camada dielétrica. Recentemente, uma nova rota com potencial promissor foi sugerida usando uma camada de passivação seletiva de portadores [5]. Nesse caso, uma polaridade dos portadores de carga pode passar para o metal, enquanto a outra polaridade é bloqueada.
Entre todas as camadas de passivação, óxido de alumínio (Al 2 O 3 ) depositado por deposição de camada atômica (ALD) é um dos métodos mais usados, mesmo que o processo de deposição química a vapor intensificada por plasma (PECVD) também possa ser aplicado [6, 7]. ALD permite um bom controle da espessura até a escala atômica, enquanto o uso de alumina leva a uma boa passivação química dos estados de interface, bem como a uma passivação de efeito de campo eficiente através de cargas localizadas na camada de óxido [8]. Por exemplo, Elmi et al. mostraram que a introdução de nanopartículas de Ag incorporadas em uma fina camada de alumina pode efetivamente aumentar a passivação do efeito de campo [9]. Sabe-se que o sinal e a densidade das cargas localizadas, bem como a espessura da camada de alumina são parâmetros importantes para a passivação superficial. Muitos trabalhos foram publicados para estudar a influência da espessura da alumina no desempenho do dispositivo; entretanto, não há consenso sobre a espessura ótima de alumina, uma vez que varia de 0,24 a 30 nm na literatura, conforme está resumido na Tabela 1. A Tabela 1 ilustra o espalhamento da espessura otimizada de alumina. Na verdade, muitos dados dizem respeito à velocidade de recombinação da superfície (Se), que não corresponde às medições nos dispositivos solares fabricados. A tendência geral é uma diminuição do Se para maiores valores de espessura devido a uma melhor passivação química pela presença de hidrogênio na camada de alumina que passiva os estados de interface durante o recozimento térmico pós-crescimento.
Richter et al. relatou que a corrente de saturação do emissor caiu para 30 fA / cm 2 poderia ser obtido para camada fina (0,5 a 3 nm), mas com uma estrutura de pilha constituída de alumina e 70 nm de SiN x [17]. O melhor contato passivado de metal-silício é observado com um Al 2 de 0,24 nm de espessura O 3 [18]. Finalmente, em relação aos níveis de dopagem e tipo, a passivação é mais eficiente em n + mas um SiO 2 / estrutura de pilha de alumina oferece a possibilidade de ajustar a densidade de cargas localizadas e pode ser usada tanto no tipo n quanto no tipo p [23]. No entanto, poucos trabalhos demonstraram a correlação entre a qualidade da interface substrato / alumina e o desempenho elétrico dos dispositivos. Portanto, é necessário realizar uma observação sistemática em escala atômica na camada de passivação de alumina e obter um valor otimizado da espessura da alumina correlacionada com os desempenhos elétricos.
Neste trabalho, camadas de alumina depositadas usando a técnica ALD com diferentes espessuras de 0,24 a 1,9 nm foram usadas para passivar Si n implantado + junções -p. A interface da camada de alumina na superfície frontal da junção de Si foi estudada usando microscópio eletrônico de transmissão de alta resolução (HRTEM), enquanto a espessura da camada de alumina foi correlacionada aos parâmetros elétricos associados, como resistência serial, fator de idealidade, tempo de vida, externo eficiência quântica (EQE) e eficiência de conversão de energia (PCE). Suns-Voc de Sinton medições foram realizadas para resolver a influência da resistência em série. Finalmente, uma espessura otimizada de 1,2 nm de alumina foi obtida. Deve-se notar que focamos aqui apenas na passivação do contato frontal das junções p-n de silício; a eficiência do dispositivo não está totalmente otimizada, o que está fora do propósito deste trabalho.
Métodos
Fabricação de dispositivos
A Figura 1a mostra o processo de fabricação de Si n + implantado junções -p com passivação de superfície de Al 2 O 3 / SiN x :Pilhas H. Wafers de silício tipo p dopado com boro de quatro polegadas (100) com uma resistividade de 5–10 Ω · cm foram usados como substratos. As amostras foram limpas usando solução de piranha e água destilada antes da realização de n + camada superior. A implantação de íon fósforo foi realizada usando uma dose de 10 14 em / cm 2 a 180 keV, seguido por um recozimento a 900 ° C durante 5 min para ativar os dopantes. Descrições detalhadas do processo tecnológico podem ser encontradas em nossos trabalhos anteriores [24, 25].
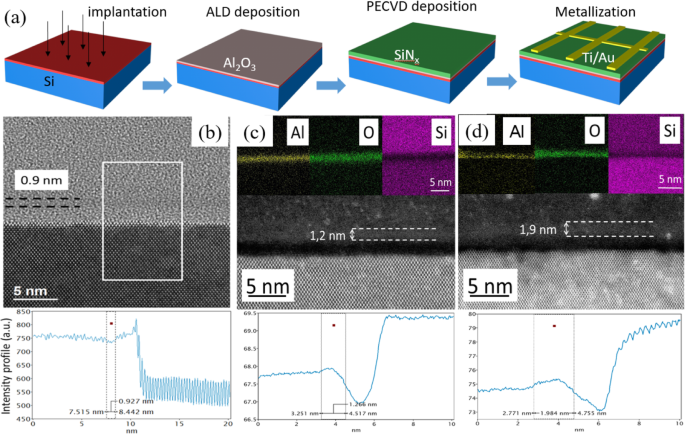
a Esquema do processo de fabricação do Si n + implantado junção -p passivada por Al 2 O 3 / SiN x pilha. b Imagem HRTEM obtida ao longo da direção [011] do substrato de silício. Perfil de intensidade correspondente ao retângulo branco (um filme de alumina com uma espessura de cerca de 0,9 nm é visível no topo da camada de sílica). c , d Imagens STEM HAADF das duas camadas de alumina cultivadas por ALD com os mapas STEM EDX correspondentes de Al, O e Si. Os contrastes mais brilhantes nas imagens HAADF no topo da camada de sílica são devido à maior densidade (maior média Z valor) em comparação com o da sílica ou do nitreto de silício. Os perfis de intensidade fornecem as espessuras das camadas de alumina de ~ 1,2 nm e 1,9 nm, respectivamente
Um ultrafino Al 2 O 3 camada de tunelamento com uma espessura esperada d variando de 0,24 a 1,9 nm foi depositado usando a técnica ALD. Note que esta espessura foi deduzida da espessura média determinada por espectroscopia de elipsometria, obtida para filmes finos de alumina crescidos com diferentes números de ciclos. Um ciclo ALD depositou uma monocamada que é igual a 0,12 nm. Junções sem alumina ( d =0), isto é, com contatos de metal-silício não passivados, mas o PCE é muito baixo, apenas 0,4% [9]. A deposição de alumina foi realizada em sistema PICOSUN R200 por processo térmico. Os reagentes usados foram trimetilalumínio (TMA) e H 2 O, enquanto a temperatura de crescimento foi de 290 ° C. Durante o processo ALD, os ciclos de água foram usados para oxidar o precursor TMA. Como resultado, um fino SiO 2 camada de óxido foi depositada entre a superfície de silício e a camada de alumina devido à oxidação natural da superfície de silício. A espessura dessa camada de óxido nativo observada por TEM foi próxima a 1,5 nm. Em segundo lugar, um SiN x de 80 nm de espessura :A camada H que corresponde ao valor normalmente usado na indústria de células solares de Si foi depositada na amostra usando a abordagem PECVD com uma mistura de SiH 4 e NH 3 . A temperatura de deposição foi de 340 ° C, enquanto a pressão foi de 1 Torr e a potência foi de 10 W. A amostra foi então recozida a 650 ° C por 10 min para fazer H difundir em Si.
Eletrodos de dedo de Ti / Au (20/800 nm) foram depositados na parte frontal por pulverização catódica com uma máscara de sombra após a abertura do SiN x :Revestimento de H usando ataque de íon reativo (RIE). O contato posterior foi então depositado por evaporação de um filme de Ti / Au de 400 nm de espessura. Finalmente, as amostras foram recozidas a 400 ° C por 10 min para formar contato ôhmico.
Caracterização
A análise de TEM foi realizada a partir de lâminas delgadas em corte transversal preparadas por feixe de íons focalizado (FIB) em um FEI Helios de feixe duplo Nanolab 600i. Antes da redução do íon, um filme de carbono e uma camada de platina foram depositados para proteger a superfície superior da amostra. As observações TEM, STEM de campo escuro anular de alto ângulo (HAADF) e STEM energia dispersiva de raios-X (EDX) foram feitas com um microscópio FEG frio JEOL ARM200F corrigido duplo operado a 200 kV e equipado com um espectrômetro EDX (CENTURION da JEOL ) O processamento das imagens foi realizado utilizando DIGITALMICROGRAPH (GATAN). As imagens foram obtidas com o feixe de elétrons paralelo à direção [011] do substrato orientado por Si (100). Nesta orientação, o feixe de elétrons é paralelo à interface alumina / substrato.
Os parâmetros elétricos sob iluminação foram medidos usando um simulador solar (Oriel®Sol3ATM) sob iluminação AM 1.5G, enquanto os espectros de eficiência quântica externa (EQE) foram medidos sob condições de medição padrão em um sistema 7-SCSpec fabricado pela 7-STAR Co. Para superar a influência da resistência da série, o Suns-Voc de Sinton medições foram realizadas [26,27,28]. Suns-Voc de Sinton técnica é um método de circuito aberto para indicar o desempenho de uma junção p-n ou célula solar que permite comparar os parâmetros elétricos dados pelo simulador solar com os deduzidos sem a influência da resistência em série. A configuração inclui uma lâmpada de xenônio com um conjunto completo de filtros de densidade neutra e um estágio de wafer controlado a 25 ° C. Um formato de curva I-V padrão com um Jsc estimado pode ser realizado sondando as regiões p + e n + diretamente ou sondando a camada de metalização. Os dados podem ser usados diretamente para indicar o material e a qualidade de passivação das células solares.
Resultados e discussão
A Figura 1 (b) é uma imagem HRTEM típica obtida ao longo da direção [011] do substrato de silício. Nessa direção, o feixe de elétrons é necessariamente paralelo à interface do substrato do filme. Observe que a superfície superior do substrato não é perfeitamente plana. Esta observação implica que as interfaces entre as diferentes camadas amorfas acima (sílica, alumina e nitreto de silício) também são ásperas, tornando sua caracterização uma tarefa muito difícil. Na verdade, a medição da espessura é sempre superestimada devido a esta rugosidade. A inserção da Fig. 1 (b) é um perfil de intensidade perpendicular ao substrato e ao longo de uma região de largura de 10 nm, conforme indicado pelo retângulo branco da imagem HRTEM. Este perfil evidencia a diferença de contraste entre as três camadas amorfas no topo do substrato de Si. De fato, devido ao contraste Z, uma camada mais escura de 0,9 nm de espessura pode ser observada acima da camada de sílica, que é mais provavelmente a camada de alumina desenvolvida por ALD. Para confirmar este resultado, a imagem de campo escuro anular de alto ângulo foi realizada em duas camadas de alumina diferentes combinadas com mapeamento químico obtido por microscopia eletrônica de transmissão de varredura acoplada a um espectrômetro de energia dispersiva de raios-X. As Figuras 1 (c) e (d) são dois conjuntos de dados que ilustram duas espessuras de camada de alumina diferentes.
Ambos os conjuntos são compostos por uma imagem HAADF apresentando a superfície superior do substrato de Si (ao longo da direção [011]) e as três camadas amorfas, ou seja, sílica (região escura), alumina (região mais branca) e finalmente nitreto de silício (contraste intermediário). Observe que alguns pontos brilhantes são visíveis especialmente na Fig. 1 (d). Essas características são devidas a pós de platina provenientes da camada de proteção durante a preparação FIB da folha fina. Para ambas as estruturas, os mapas químicos STEM EDX de alumínio, oxigênio e silício são relatados no topo da Fig. 1 (c) e (d). Os mapas de alumínio mostram muito bem a presença de alumínio correspondendo às regiões mais brancas das imagens HAADF. Verificou-se que alguns pontos brilhantes estão presentes nas regiões adjacentes, mas eles correspondem a algum “ruído” no fundo durante a aquisição. As regiões mais largas são visíveis nos mapas de oxigênio, uma vez que representam as camadas de alumina e sílica. Finalmente, os mapas de silício mostram uma linha escura correspondendo às camadas de alumina, a única camada sem silício. Devido aos fenômenos de espalhamento por difusão, os mapas químicos não são os melhores dados para estimar adequadamente os valores de espessura.
A fim de mostrar mais claramente os diferentes contrastes induzidos pela presença da camada de alumina, traçamos os perfis de intensidade para ambas as imagens, como mostrado nas Fig. 1 (c) e (d). Como claramente demonstrado por esses perfis, uma banda larga indica as regiões mais brilhantes correspondentes à camada de alumina. Considerando que a alumina possui uma certa rugosidade, é razoável estimar a espessura da camada medindo a distância entre duas linhas verticais localizadas no meio das encostas de cada lado da camada. Os resultados são cerca de 1,2 nm e 1,9 nm, respectivamente.
Evolução da Resistência em Série R s
Conforme mostrado na Fig. 2a, R s é quase constante ( R s =1,1 ± 0,15 Ω) de d =0,24 a 1,2 nm e aumenta abruptamente para 3,1 ± 0,2 Ω para d =1,9 nm. A resistência medida R s é a adição das zonas do emissor e da base, dos dedos metálicos e da resistência associada ao SiO fino 2 camada de óxido, totalmente rotulada como R i , mais a resistência R qui associado à camada de alumina. Para todas as amostras, no limite da reprodutibilidade do procedimento de tecnologia dado pelas barras de erro (± 0,15 Ω) na Fig. 4, R i é considerada constante desde que o mesmo processo tecnológico seja aplicado. d é o único parâmetro modificado. Então, como R s é constante até d =1,2 nm e como a resistência de tunelamento R qui obviamente varia com d , concluímos que até d =1,2 nm, R qui varia, mas sua variação é menor do que a dispersão das medições, ou seja, 0,15 Ω. R qui está diretamente ligado ao inverso do coeficiente de transferência γ para tunelamento, ou seja, a probabilidade de tunelamento de portadoras através de uma barreira retangular, dada por [29]:
$$ \ gamma \ approx \ kern0.5em \ exp \ left (- \ frac {2d \ sqrt {2q {m} ^ {\ ast} {\ upphi} _ {\ mathrm {B}}}} {\ overline { h}} \ right) $$ (1)
onde m * é a massa efetiva na barreira de alumina ( m * =0,75 m 0 [30], com m 0 como a massa do elétron), h é a constante de Planck, q é a carga do elétron, e ϕ B é a altura efetiva da barreira, igual ao deslocamento da banda de condução ΔE C entre o dielétrico e o n + contato de silício. A resistência de tunelamento é dada por:
$$ {R} _ {\ mathrm {qui}} =Ax {\ gamma} ^ {- 1} $$ (2)
onde A é uma constante. Para d =1,9 nm, R qui corresponde ao passo medido em R s e, portanto, deduzimos R qui (1,9 nm) =2 Ω. A partir desse valor, A pode ser calculado. Para isso, temos que saber ϕ B que é igual ao deslocamento da banda de condução entre Si e a camada dielétrica, uma vez que o nível de Fermi está dentro do mínimo da banda de condução no n + fortemente dopado contato de silício. Na verdade, a camada dielétrica tem alguns nanômetros de SiO 2 / Al 2 O 3 pilha, então o deslocamento da banda depende dessas duas camadas dielétricas. O deslocamento da banda de condução está na faixa de 3,13–3,5 eV e 2,08–2,8 eV para SiO 2 e Al 2 O 3 [31], respectivamente. A Tabela 2 fornece os valores de A prefator deduzido do valor de R s medido em d =1,9 nm, para os dois valores extremos de ϕ B.
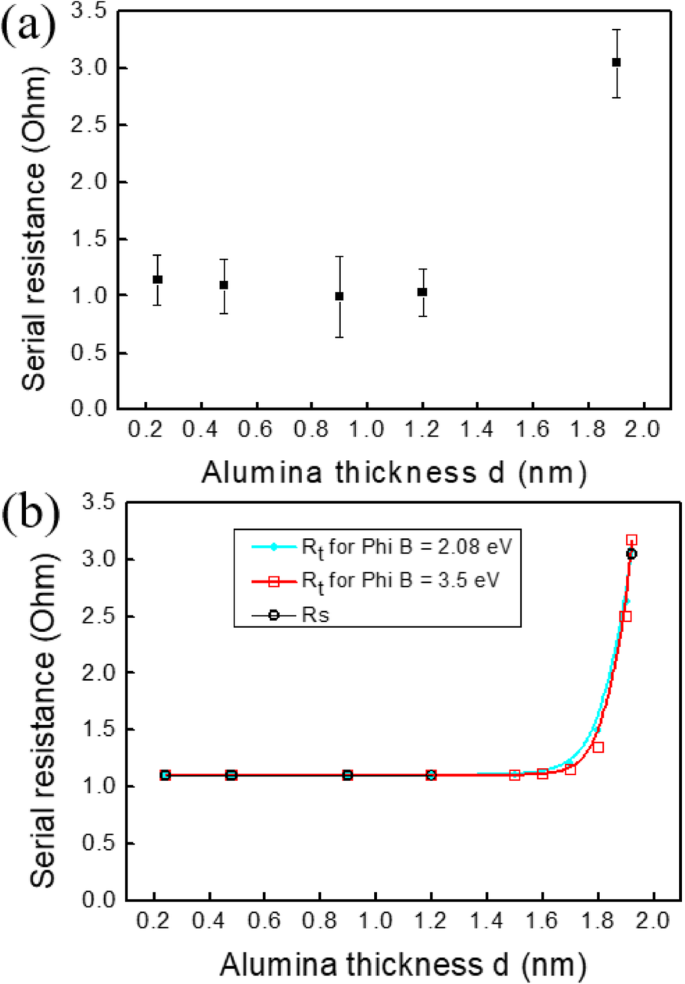
a Evolução da resistência em série R s versus a espessura da alumina. b Valores experimentais de R s e simulou um R simu calculado para ϕ B =2,08 e 3,5 eV versus a espessura da alumina d (nm)
Na Fig. 2b, plotamos R s e a resistência simulada total R simu = R i + R qui para os dois ϕ B valores versus d ( R s foi levado ao seu valor médio 1,1 Ω entre d =0,24 e 1,2 nm). Tanto faz ϕ B , para d ≤ 1,2 nm, R qui é insignificante. Isso confirma nossa hipótese inicial:a etapa observada em 1,9 nm na evolução de R s está associada à evolução da barreira de tunelamento. Para d menos de 1,2 nm, o principal efeito da camada de alumina é passivar o n + contatos e a superfície p, por meio de passivação por efeito de campo associada às cargas fixas localizadas no óxido. Para d maiores valores, a camada de alumina introduz uma resistência de contato em série parasita que diminui o desempenho elétrico das células.
Finalmente, podemos estimar a resistividade ρ da camada de alumina. Para isso, consideramos a resistência medida R para um valor de espessura de 1,9 nm. O efeito de tunelamento diminui e a camada começa a ter um comportamento “semelhante ao volume” (uma aproximação grosseira). Com essa espessura de alumina ( d =1,9 nm) e considerando a superfície S do contato (10,54 mm 2 ), deduzimos ρ usando a seguinte equação:
$$ R =\ rho \ \ frac {d} {S} $$ (3)
Isso leva a ρ =1,1 × 10 6 Ω · cm. Para materiais a granel nos mercados, dependendo da temperatura de crescimento e das impurezas na alumina, o valor de resistividade varia de 10 5 a 10 14 Ω · cm (da Kyocera ™). Portanto, nosso valor estimado mostra que temos um material “pseudo-bulk”, no limite entre uma camada fina e uma camada bulk.
Evolução do Fator de Idealidade n
Na presença de uma resistência em série, a curva I-V de uma célula solar é:
$$ I ={I} _ {\ mathrm {L}} - {I} _0 \ \ exp \ left (\ frac {q \ left (V + I \ {R} _ {\ mathrm {s}} \ right )} {n \ k \ T} \ right) $$ (4)
onde eu é a corrente de saída da célula, I L é a corrente gerada pela luz, V é a voltagem na célula, T é a temperatura, k é a constante de Boltzmann, n é o fator de idealidade, e R S é a resistência da série celular. Para baixo nível de injeção, com apenas recombinações banda a banda ou Schottky Read-Hall, o fator de idealidade n é menor que 2. Atinge o valor de 1 quando a recombinação é limitada por portadores minoritários [31]. Um aumento de n indica que um mecanismo de recombinação incomum está ocorrendo, envolvendo portadores minoritários e majoritários [32]. Então, n é uma assinatura da recombinação (ou da passivação) do dispositivo. Além disso, n também está vinculado a R s que aumenta o fator de idealidade [33]. A evolução de n versus a espessura da alumina é mostrado na Fig. 3a.
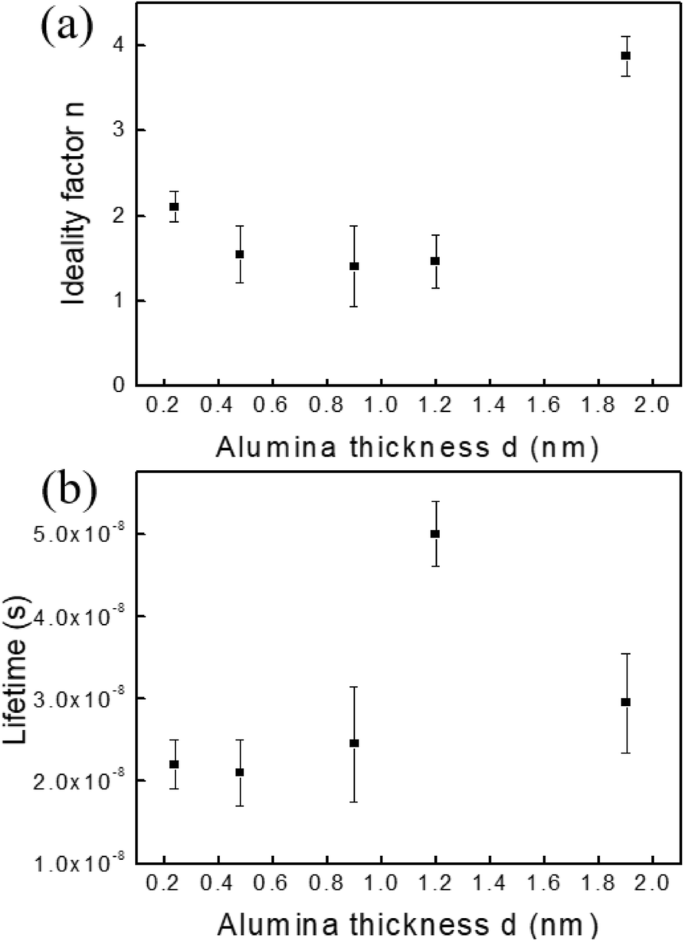
a Evolução do fator de idealidade n versus a espessura da alumina d . b Evolução da vida τ versus a espessura da alumina d
Para baixo valor de espessura (0,24 nm), n é maior que 2, que é a assinatura da superfície não passivada. Conforme a espessura da alumina aumenta, n diminui e estabiliza em cerca de 1,5, evidenciando um efeito de passivação eficiente através da alumina. Para um valor de espessura de alumina de 1,9 nm, n aumenta abruptamente para 4, de acordo com o aumento abrupto de R s . Então, ambos R s e n mostram que a camada de alumina passiva bem a junção de Si, associada a uma baixa barreira de tunelamento. Para d =1,9 nm, a barreira de tunelamento aumenta, com uma degradação subsequente de R s e, portanto, do fator de idealidade.
Vida útil
Outro parâmetro chave que ilustra o efeito de passivação é a vida útil dos fototransportadores, τ . De fato, o tempo de vida está diretamente associado à taxa de recombinação dos portadores, ligada à concentração de defeitos superficiais (centros de recombinação). Foi deduzida da tensão de circuito aberto medida, sua derivada de tempo e o nível de iluminação real. Sua evolução em relação à espessura da alumina é dada na Fig. 3b. A evolução do tempo de vida está de acordo com os resultados anteriores. O valor médio é baixo, principalmente devido ao contato traseiro não passivado. No entanto, apresenta claramente um aumento com a espessura da alumina, de acordo com uma melhor passivação do contato frontal e com um valor ótimo de espessura de 1,2 nm. Para d =1,9 nm, o tempo de vida diminui. É possível que conforme a espessura da alumina aumenta, menos hidrogênio se difunde do SiN x camada para o contato durante o recozimento térmico e, portanto, o efeito de passivação química diminui.
A Figura 4 fornece o EQE medido em relação à espessura da alumina. O melhor EQE é observado para d =1,2 nm. A principal melhora é observada para o comprimento de onda variando de 600 a 900 nm. Em todos os casos, o EQE está longe de ser uma forma retangular ideal no IR, que é uma assinatura de recombinação no contato traseiro não passivado.
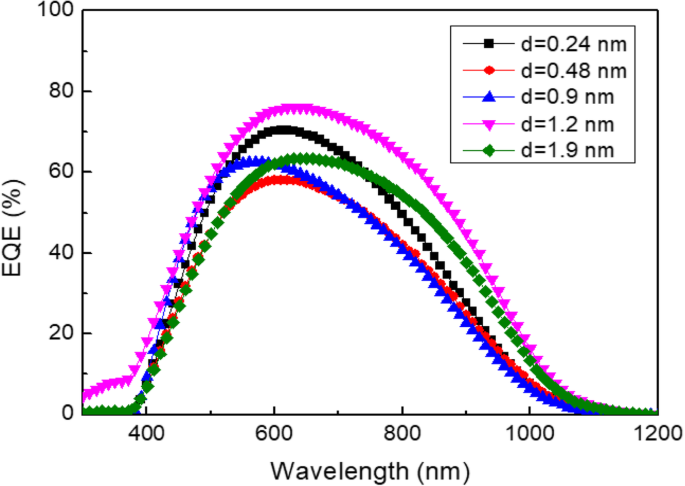
EQE medido em relação ao comprimento de onda para diferentes espessuras de alumina
A fim de completar a análise, estudamos os parâmetros elétricos sob iluminação medidos em um simulador solar e usando o método de Sinton. A Figura 5 mostra a eficiência energética das células solares versus a espessura da alumina:a medida com o simulador solar e a otimizada sem R s . Conforme a espessura da alumina aumenta, o PCE medido aumenta devido a um melhor efeito de passivação atingindo um valor máximo de 5% para d =1,2 nm, antes de diminuir para d =1,9 nm. O PCE corrigido para R s =0 tem um valor bastante constante em torno de 11%. Este valor é razoável considerando apenas a passivação do contato traseiro. Para d =1,9 nm, o rendimento corrigido diminui para 6%, devido à resistência ao shunt do parasita.
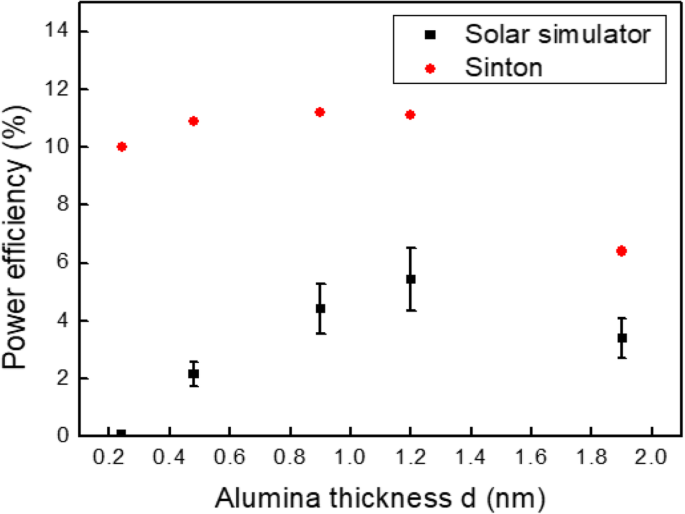
Eficiência energética medida e extrapolada em relação à espessura da alumina d
Conclusões
A alumina depositada por ALD é um método eficiente para passivar contatos elétricos, um parâmetro chave para junções p-n de silício. Neste trabalho, o tunelamento da camada de alumina depositada na camada atômica com várias espessuras de 0,24 a 1,9 nm foi usado para passivar o Si n + implantado junções -p. Realizamos análises estruturais sistemáticas de HRTEM, STEM HAADF e STEM EDX correlacionadas com um conjunto completo de medições elétricas usando simulador solar e análises de Sinton. Esta abordagem original permite afirmar que a espessura ótima de alumina para obter um efeito de passivação eficiente é de 1,2 nm. Embora a eficiência do dispositivo não seja totalmente otimizada neste trabalho, a passivação ideal da alumina pode ser benéfica para o desenvolvimento de células solares de silício de alta eficiência.
Abreviações
- ALD:
-
Deposição de camada atômica
- EDX:
-
Raio-X de energia dispersiva
- EQE:
-
Eficiência quântica externa
- FIB:
-
Feixe de íons focado
- HAADF:
-
Campo escuro anular de alto ângulo
- HRTEM:
-
Microscópio eletrônico de transmissão de alta resolução
- PCE:
-
Eficiência de conversão de energia
- PECVD:
-
Deposição de vapor químico intensificada por plasma
- RIE:
-
Gravura de íon reativo
- TEM:
-
Microscopia eletrônica de transmissão
- TMA:
-
Trimetilalumínio
Transições de modo anômalo em lasers de cascata quântica de refletor de Bragg distribuído de alta potência
Nanofolhas de carbono poroso dopado com nitrogênio fortemente acopladas com nanopartículas de Mo2C para evolução eficiente do hidrogênio eletrocatalítico
Nanomateriais
- Avaliando as vantagens do DevOps para testes de desempenho de IoT
- O rearranjo atômico de poços quânticos múltiplos baseados em GaN em gás misto H2 / NH3 para melhorar propriedades estruturais e ópticas
- Síntese de nanofibra de sílica condutora elétrica / nanopartícula composta de ouro por pulsos de laser e técnica de pulverização catódica
- Propriedades de formação e luminescência de Al2O3:Nanocompósitos de SiOC na base de nanopartículas de alumina modificados por feniltrimetoxisilano
- Evolução da área de contato com carga normal para superfícies rugosas:de escalas atômicas a macroscópicas
- Efeito de diferentes ligantes no desempenho eletroquímico do ânodo de óxido de metal para baterias de íon-lítio
- Estudo sobre a memória de comutação de resistência multinível e fotovoltagem dependente do estado da memória em junções Pt / Nd:SrTiO3
- A otimização da engenharia do espaçador para DRAM sem capacitor baseada no transistor de túnel de porta dupla
- O Surfactante Aniônico / Líquidos Iônicos Óxido de Grafeno Reduzido Intercalado para Supercapacitores de Alto Desempenho
- Absorção de luz efetiva usando grades de pirâmide dupla-face para célula solar de silício de filme fino