


Um processo aprimorado de transferência de colofônia para a redução de partículas residuais de grafeno
Resumo
Neste trabalho, um processo aprimorado de transferência de colofônia é iniciado. Um revestimento de anisol é introduzido com base no processo de transferência de colofônia para reduzir as partículas residuais na superfície do grafeno transferido. Amostras de colofónia / grafeno e anisol / colofónia / grafeno são manuseadas sem cozimento e com cozimento em diferentes temperaturas, ou seja, 100 ° C, 150 ° C e 200 ° C. A microscopia de força atômica (AFM) e a espectroscopia Raman são empregadas para caracterizar as propriedades de superfície do grafeno transferido. A remoção da camada de colofónia protetora e das camadas de anisol / colofónia sem cozimento é considerada mais eficaz e benéfica em comparação com o processo de transferência de PMMA convencional. Além disso, melhores resultados em termos de rugosidade superficial reduzida e partículas residuais são obtidos pela introdução de anisol no processo aprimorado de transferência de colofônia. Uniforme e baixa resistência da folha ( R sh ) também é observado no grafeno transferido usando este processo aprimorado.
Histórico
A natureza bidimensional (2D) isolada do grafeno atraiu um enorme interesse devido às suas propriedades excepcionais. No entanto, essas excelentes propriedades são atribuídas ao grafeno de camada única isolado. Essas propriedades exclusivas incluem resistência à ruptura mecânica de ~ 130 GPa [1] e propriedades elétricas incomuns [2,3,4] em comparação com outros materiais semicondutores, ou seja, mobilidade de elétrons além de 2,5 × 10 5 cm 2 V −1 s −1 à temperatura ambiente [5] . Com base nas propriedades raras mencionadas anteriormente, o grafeno tornou-se uma das alternativas mais promissoras para o Si. Todas essas características fazem com que o grafeno entre na nova geração de tecnologias além das limitações dos materiais semicondutores convencionais [6,7,8].
As propriedades descritas acima estão principalmente relacionadas ao grafeno intrínseco. Na realidade, para atingir essas propriedades complexas, é necessário um grande crescimento de área de grafeno. Para o crescimento do grafeno, o método de deposição química de vapor (CVD) é um processo eficiente e barato para a produção de grafeno de camada única em grandes áreas [9]. No entanto, ele requer um substrato de metal, como Cu, usando o método CVD para cultivar grafeno. O uso total das excelentes propriedades do grafeno requer que o grafeno seja transferido para uma variedade de substratos. Uma vez que o grafeno cultivado com CVD é mais atraente para a aplicação em dispositivos eletrônicos de alto desempenho e eletrodos transparentes [10, 11], diferentes métodos, portanto, foram desenvolvidos para transferi-lo para o material isolante, como o polidimetilsiloxano (PDMS) [12 ], polimetilmetacrilato (PMMA) [13,14,15,16] e policarbonato (PC) [17]. e seguida pela remoção desses polímeros por dissolução em solventes orgânicos. No entanto, apesar do cuidado intensivo ter sido dispensado a tais métodos, a forte interação entre os polímeros e o grafeno, bem como a baixa solubilidade dos polímeros em solventes, infelizmente, torna muito difícil remover completamente os resíduos do polímero. Os resíduos de polímero restantes e os danos do grafeno transferido degradam inevitavelmente o desempenho dos dispositivos à base de grafeno de forma significativa. Portanto, a rugosidade da superfície resultante e os danos do grafeno como transferido impõem um grande desafio na melhoria das propriedades ópticas, elétricas e mecânicas do grafeno [18, 19]. A fim de fazer uso total dessas propriedades, um método de transferência escalonável em que os requisitos de menos deficiências e sem polímero possam ser satisfeitos é altamente desejado.
Para atender a esses requisitos, a primeira necessidade é estudar o motivo das deficiências na superfície do grafeno. As deficiências resultam principalmente da remoção da camada de polímero protetora em solventes. O objetivo dessa camada protetora de polímero é proteger o grafeno de dobras, rasgos e rachaduras. Uma boa camada protetora deve ter baixa energia de adsorção ( E anúncio . ), boa resistência de suporte e boa solubilidade em solventes e o último garante a fácil remoção desta camada protetora após a transferência de grafeno. Recentemente, colofônia (C 19 H 29 COOH), uma pequena molécula orgânica natural, foi relatada como fornecendo uma boa camada protetora com baixo E anúncio (1,04 eV) em comparação com o PMMA popularmente usado ( E anúncio > 1,45 eV), uma boa força de suporte e, mais importante, uma fácil remoção em solventes devido à propriedade intrínseca como uma pequena molécula [20]. Portanto, a colofônia promove nosso interesse em auxiliar na transferência limpa e sem danos de grafeno cultivado com CVD imensamente.
Neste documento, descrevemos a transferência de colofónia do grafeno cultivado com CVD, que se provou ser bem solúvel em solventes orgânicos e tem interação fraca com o grafeno e fornece resistência mecânica de suporte suficiente. A temperatura de transição vítrea da colofónia é de 70 ° C. Uma vez que resíduos de polímero apreciáveis ainda existem usando o processo de transferência de colofónia em nosso trabalho, é proposto um processo de transferência de colofónia melhorado, no qual uma nova camada de anisol é introduzida a fim de reduzir os resíduos de polímero notavelmente. Além disso, antes de mergulhar em acetona para dissolver a camada de polímero protetora no grafeno, ou seja, colofônia e anisol / colofônia, as amostras são cozidas a 100 ° C, 150 ° C e 200 ° C por 30 min, a fim de sondar se o cozimento tem efeitos na remoção de resíduos de polímero e na melhoria da rugosidade da superfície do grafeno transferido. Os resultados foram comparados com o processo de transferência de PMMA prevalecente.
Apresentação da hipótese
As amostras de grafeno empregadas aqui foram cultivadas em uma folha de cobre (Cu) de 25 μm de espessura (5 × 5 cm 2 ) por deposição de vapor químico de baixa pressão (LPCVD) em um forno de tubo de quartzo [21, 22]. Inicialmente, a folha de cobre foi recozida em atmosfera de hidrogênio a 1010 ° C e pressão de 300 Pascal por 1 h. Então, a decomposição do precursor (CH 4 :H 2 =0,5:300 sccm) foi escoado no forno à mesma temperatura / pressão por 50 min para fazer crescer um filme fino cristalino de grafeno. Após a síntese, as amostras de grafeno foram resfriadas à temperatura ambiente (o fluxo de metano foi interrompido a 600 ° C). No entanto, o carbono se dissolve no metal até uma pequena porcentagem atômica; o uso de metais não formadores de carboneto, por exemplo, Cu, Ni e Pt, é preferido [23]. Os metais comumente usados são Ni e Cu, que atuam como catalisadores. Embora o Ni seja mais barato do que o Cu, descobriu-se que a decomposição catalítica térmica do metano na folha de cobre é um processo autolimitado. Neste caso, foi relatado que 95% da superfície do substrato é coberta por grafeno [21]. Portanto, o Cu torna-se a seleção popular como o material de substrato para o grafeno de camada única cultivado com CVD. A Figura 1 mostra a imagem do microscópio óptico e o espectro Raman do grafeno cultivado com CVD.
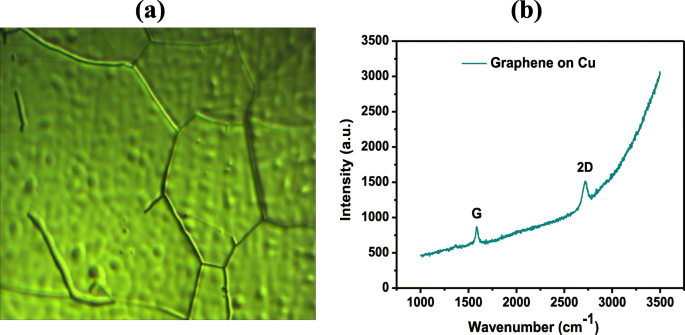
a Micrografia óptica de grafeno cultivado com CVD em Cu. b Espectroscopia Raman de grafeno cultivado com CVD em Cu
A Figura 2 ilustra os esquemas de transferência de colofónia e processos de transferência de colofónia melhorados, respectivamente. A colofónia foi revestida por centrifugação no grafeno cultivado em CVD como um escudo para proteger contra danos durante o processo de transferência. Os 50% em peso % solução de colofónia (C 19 H 29 COOH) dissolvido em lactato de etila foi usado devido à alta viscosidade e boa capacidade de formação de filme. Observe que o emprego de colofônia com concentração inferior a 50% em peso % geralmente leva a menos viscosidade, abafamento e baixa capacidade de formação de filme que não pode oferecer suporte suficiente para o grafeno. As amostras de colofônia / grafeno / Cu foram então colocadas em solução de limpeza (HCl:H 2 O 2 :H 2 O =1:1:1) por 50 s para remover a poeira e os resíduos presos na parte de trás do Cu durante o revestimento por rotação. A face acessível de cobre-grafeno foi então gravada por imersão em uma solução de mármore HCl (50 ml):H 2 O (50 ml):CuSO 4 · 5H 2 O (10 g) durante 1,5 h, deixando para trás uma membrana flexível de colofónia / grafeno suspensa na solução. A membrana suspensa foi transferida para água DI por 5 vezes para enxaguar a solução de corrosão residual. A membrana flutuante flexível e frágil foi transferida no SiO 2 substrato com cuidado e precisão. Um processo de transferência de colofônia modificado foi proposto para reduzir ainda mais os resíduos de polímero e melhorar a qualidade do grafeno transferido, onde colofônia / grafeno / SiO 2 as amostras foram revestidas por spin com anisol a 500 rpm por 10 se a 1200 rpm por 30 s. Todas as amostras foram categorizadas em não cozidas (temperatura ambiente, TA) e cozidas a 100 ° C, 150 ° C e 200 ° C por 30 min. A camada de colofônia de suporte é removida por banho de acetona, enquanto o anisol é usado no processo de transferência habilitado para colofônia, que também foi removido por banho de acetona. Todo o grafeno transferido foi caracterizado usando a espectroscopia Raman no comprimento de onda de excitação de 532 nm no ar usando a objetiva x 100 para determinar a qualidade da camada de grafeno puro e como transferido usando o processo de transferência habilitado para colofônia melhorado. A caracterização AFM é feita no modo de toque usando o modelo do ícone de dimensão Bruker em condições padrão de temperatura e atmosfera. A medição de quatro pontos (técnica de Kelvin) é realizada para medir a resistência da folha em pontos aleatórios no 2 × 2 cm 2 área de amostras.
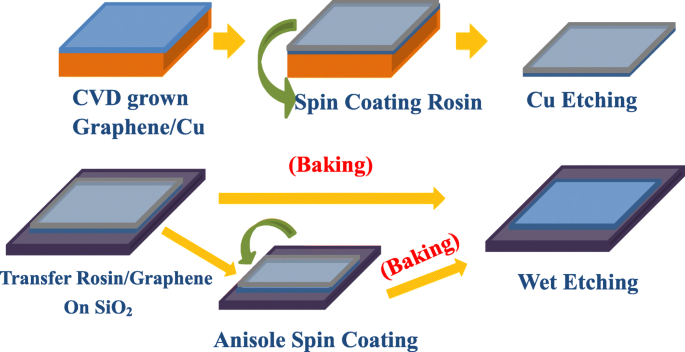
Esquemas do processo de transferência
Teste da hipótese
A Figura 3 mostra as imagens AFM de grafeno usando o processo de transferência de breu sem cozimento descrito aqui como em temperatura ambiente (RT) e com cozimento em diferentes temperaturas, ou seja, 100 ° C, 150 ° C e 200 ° C por 30 min, respectivamente . A morfologia da superfície do grafeno transferido foi investigada usando AFM no modo de contato próximo (batimento) e condições atmosféricas padrão. Como visto, existem rugas visíveis na superfície de todas as amostras de grafeno que não podem ser evitadas, desde que seja utilizado grafeno cultivado com CVD em Cu. Além das rugas, alguns resíduos de colofônia tendem a permanecer na superfície, que são visíveis como pontos brancos na imagem do espectrógrafo AFM. Se examinado, o caso RT mostra a maioria das partículas em contraste com outros com cozimento. Isso demonstra claramente que o cozimento é útil na redução de partículas residuais no processo de transferência de colofônia. A raiz quadrada média (RMS) e aspereza ( R q ) os valores do grafeno transferido também são coletados por varredura da área de superfície de 10 μm × 10 μm. Comparado com R q valores de 0,889 nm, 0,97 nm e 0,992 nm para grafeno cozido a 100, 150 e 200 ° C, o menor R q valor de 0,668 nm ocorre para o grafeno sem cozimento. Isso, no entanto, indica que o cozimento não é benéfico para atingir um baixo R q valor que também é desejado para a aplicação prática de grafeno no dispositivo. Este R q valor pode ser especialmente usado como a quantificação da morfologia da superfície do grafeno transferido. As moléculas de água presas entre a membrana flexível de grafeno e SiO 2 durante a coleta da água DI romperia o grafeno, produzindo rachaduras no grafeno. Como resultado, o R q o valor aumenta com o aumento da temperatura de cozimento. Portanto, não é recomendado assar grafeno em altas temperaturas, mesmo que o cozimento seja bom para reduzir partículas residuais.
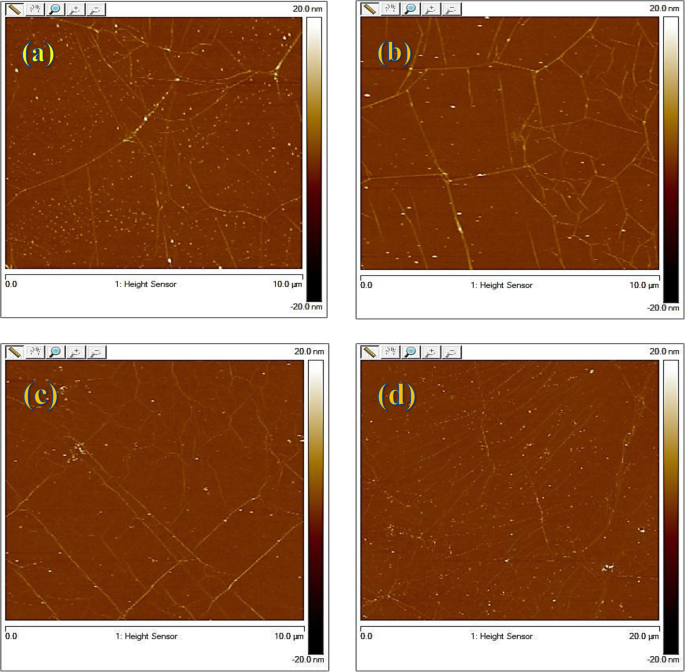
Espectro AFM de a transferência revestida de colofónia / grafeno à temperatura ambiente (RMS =0,668 nm) e b - d amostra de colofônia / grafeno cozida a 100 ° C (RMS =0,889 nm), 150 ° C (RMS =0,97 nm) e 200 ° C (RMS =0,992 nm), respectivamente
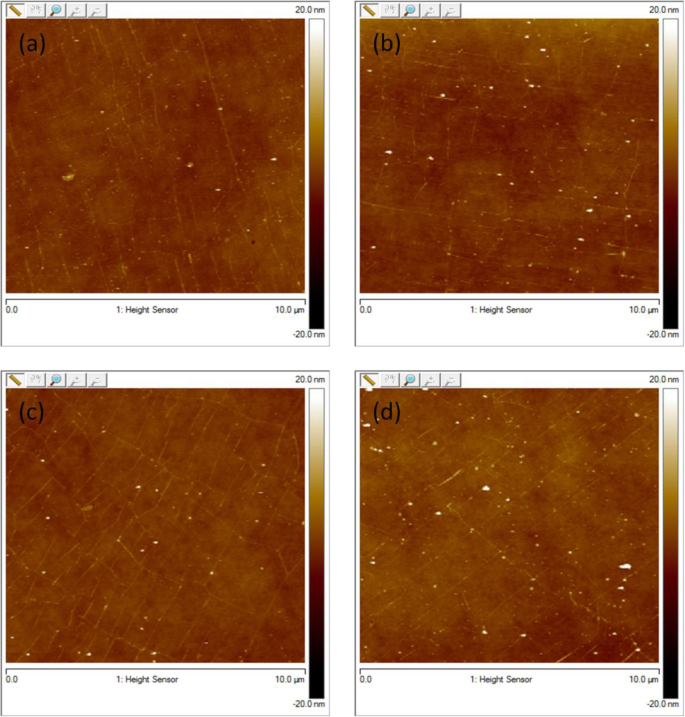
A Figura 4 mostra as imagens AFM de grafeno usando o processo de transferência de colofónia melhorado na presença de anisol sem cozimento (RT) e com cozimento em diferentes temperaturas, ou seja, 100 ° C, 150 ° C e 200 ° C por 30 min, respectivamente . Como visto, rugas também são observadas para todo o grafeno transferido, mas a visibilidade é mais fraca em comparação com apenas o processo de transferência habilitado para colofônia na Fig. 3 e o processo de transferência habilitado para PMMA na Fig. 5. Como antecipado, as partículas residuais são grandemente diminuídas para todos grafeno em nítido contraste com as observações na Fig. 3. No processo aprimorado de transferência de colofônia, essa redução notável de partículas residuais com a introdução de anisol seria atribuída à capacidade do anisol como um solvente forte em colaboração com a acetona. O anisol / colofónia dissolve-se mais facilmente do que a colofónia pura em acetona, o que conduz a um grafeno mais limpo no processo de transferência de colofónia melhorado. Além disso, o R q os valores para grafeno sem cozimento e com cozimento a 100, 150 e 200 ° C são 0,523 nm, 0,887 nm, 0,95 nm e 0,98 nm, respectivamente. Um relaxamento do grafeno como transferido com a introdução de anisol pode ajudar a alcançar o R inferior q valor de 0,523 nm no processo de transferência de colofónia melhorado do que 0,668 nm no processo de transferência de colofónia, enquanto o valor mais baixo para R q no caso do método de transferência convencional usando PMMA é 1,03 nm. Neste processo aprimorado de transferência de breu, é mais uma vez provado que o cozimento não é benéfico para atingir um baixo R q valor devido a uma razão semelhante, isto é, rachaduras produzidas durante o cozimento em alta temperatura. Observe que, em comparação com o R q valor de 1,03 nm no processo de transferência de PMMA, tanto a colofónia como o processo de transferência de colofónia melhorado mostram R muito menor q valores, o que manifesta a superioridade dos processos de transferência de grafeno adotados neste trabalho. Comparado com R q rugosidade, a altura máxima de grandes partículas residuais ( R máximo ) também é um parâmetro importante na aplicação de dispositivos de película fina de grande área, porque determina se pode ocorrer curto-circuito nos dispositivos. A Figura 6b mostra a média de R máximo à temperatura ambiente, 100 ° C, 150 ° C e 200 ° C. O valor mínimo para o R máximo , i.e., 15 nm, é conseguido à TA para anisol / colofónia / grafeno. Isso também confirma a vantagem do processo de transferência de colofónia melhorado na TA.
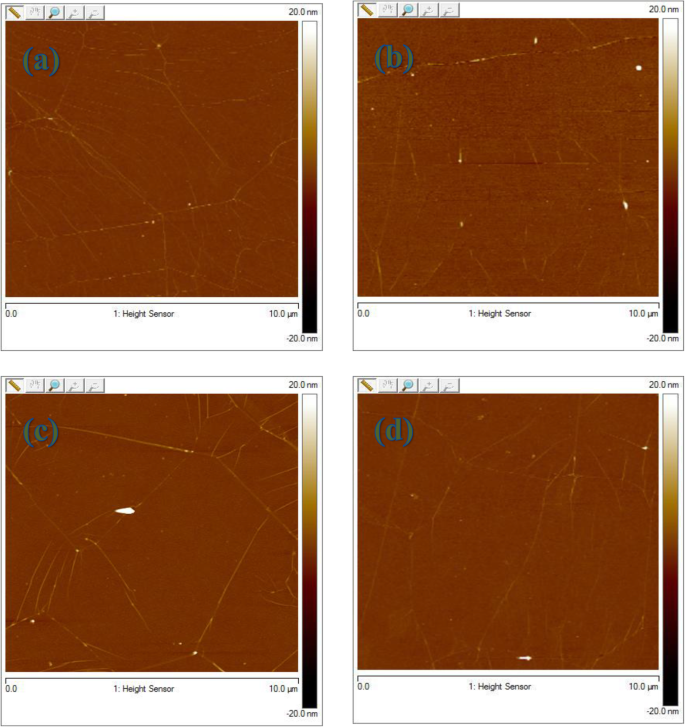
Espectro AFM de a Transferência revestida de anisol / colofónia / grafeno à temperatura ambiente (RMS =0,523 nm) e b - d amostra de anisol / colofónia / grafeno cozida a 100 ° C (RMS =0,887 nm), 150 ° C (RMS =0,950 nm) e 200 ° C (RMS =0,98 nm), respectivamente
Espectro AFM de a Transferência revestida de PMMA à temperatura ambiente (RMS =1,03 nm) e b - d Amostra transferida de PMMA cozida a 100 ° C (RMS =1,51 nm), 150 ° C (RMS =1,49 nm) e 200 ° C (RMS =1,72 nm), respectivamente
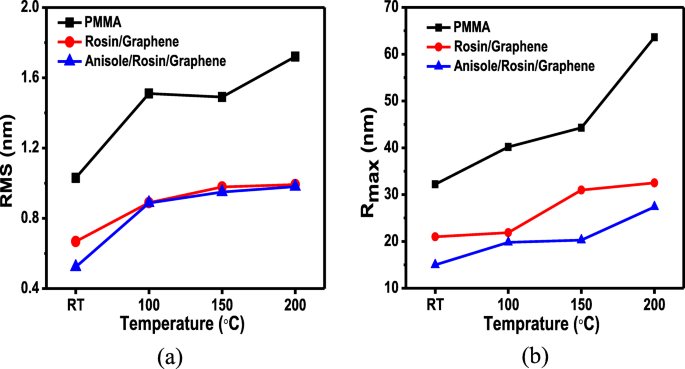
a Rugosidade quadrada média (RMS) (nm) de PMMA, colofónia / grafeno e anisol / colofónia / grafeno. b Altura máxima ( R máximo ) de transferência revestida de PMMA, colofônia / grafeno e anisol / colofônia / grafeno
Apesar de que o processo de transferência de colofónia melhorado é obviamente vantajoso em termos de partículas residuais e R q valores e R máximo , a qualidade do grafeno transferido merece ser avaliada. Na Fig. 7, os espectros Raman do grafeno conforme transferido usando a colofónia e o processo de transferência de colofónia melhorado sem cozimento (RT) e com cozimento a 100 ° C, 150 ° C e 200 ° C são exibidos. Como visto na Fig. 7a, dois picos situados no espectro Raman em 1580 cm −1 (G), um modo vibracional primário no plano e 2676 cm −1 , um sobretom de segunda ordem de uma vibração diferente no plano (2D), são encontrados. Esses picos são obtidos a partir de um laser de excitação de 532 nm. A posição e a forma desses dois picos são proeminentes, definindo claramente o material a ser grafeno. Além disso, as razões da banda 2D para as intensidades da banda G ( I 2D / eu G ) são 1,61 a 1,65, indicando a camada única de grafeno transferido. A ausência de picos D nos espectros Raman para grafeno transferido com cozimento em diferentes temperaturas confirma que é improvável que o distúrbio apareça usando a colofónia e o processo de transferência de colofónia melhorado. Além disso, nenhum pico relacionado a colofônia e anisol foi detectado para todo o grafeno transferido. A suposição de que nenhum pico relacionado a colofônia ou anisol foi feita no fato de que os espectros Raman pareciam ser os mesmos após o processo de transferência que os observados em comparação com os espectros Raman de grafeno puro cultivado em Cu. O aparecimento do pico D após o processo de transferência na amostra cozida mostra os defeitos induzidos durante a remoção da colofónia. Além disso, os resíduos de colofónia após o processo de transferência são muito baixos. Portanto, é improvável que os picos relacionados à colofônia apareçam nos espectros Raman do grafeno transferido.
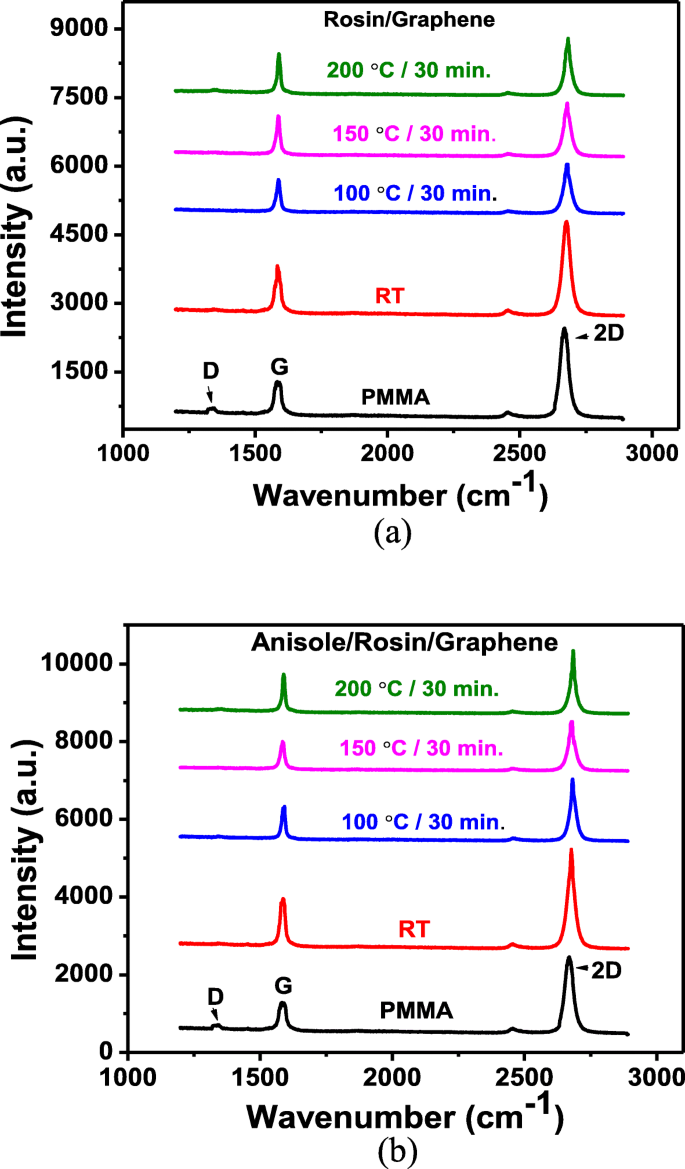
b Espectro Raman de transferência revestida de resina / grafeno em diferentes temperaturas em comparação com a transferência de PMMA. b Espectro Raman de transferência revestida de anisol / colofônia / grafeno em diferentes temperaturas em comparação com a transferência de PMMA
Mudanças nos picos Raman G e 2D do grafeno são geralmente produzidas por uma combinação de deformação e dopagem devido à interação com o substrato ou camada de suporte durante o processo de transferência. Sabe-se que o deslocamento para o azul das posições da banda G e da banda 2D indicou dopagem p do grafeno. O aumento da mudança de pico 2D implicado de ~ 6 cm −1 demonstra a dopagem do processo de transferência habilitado para colofônia; o fenômeno descrito foi relatado anteriormente na literatura [24, 25]. O pico de intensidade para o grafeno transferido sem cozimento é obviamente mais alto do que para cozimento em altas temperaturas. Além disso, a largura total na metade do valor máximo (FWHM) da banda 2D para o grafeno como transferido sem cozimento é 38,18 cm −1 que é o menor em comparação com aqueles com cozimento em altas temperaturas. Esses resultados significam que a temperatura ambiente é favorável para a obtenção de grafeno de alta qualidade durante o processo de transferência de colofônia.
Na Fig. 7b, são mostrados os espectros Raman para o grafeno transferido usando o processo de transferência de colofónia melhorado; observações semelhantes podem ser feitas para o grafeno transferido usando o processo de transferência de colofônia. A intensidade de pico também é muito alta, e o valor FWHM da banda 2D para o grafeno como transferido sem cozimento é de 35,79 cm −1 que é um pouco menor do que na Fig. 7a. Todos os resultados mencionados acima manifestam que a qualidade do grafeno como transferido é intacta ou até melhor usando este processo de transferência de colofónia melhorado, em comparação com o processo de transferência de colofónia.
A Figura 8a ilustra as características I – V do grafeno conforme transferido usando o processo de transferência de PMMA, colofônia e anisol / colofônia. Para verificar a qualidade do grafeno como transferido, a resistência da folha ( R sh ) os dados são coletados e ilustrados na Fig. 8b, c. A resistência da folha foi medida por um sistema de medição de resistividade de 4 sondas. Além disso, esta é uma métrica essencial e principal de desempenho elétrico para materiais 2D. R sh é medido em 5 pontos em cada amostra. O tamanho da amostra é de cerca de 2 × 2 cm 2 para obter resultados confiáveis. Na Fig. 8b, o R sh são apresentados dados para o grafeno conforme transferido usando o processo de transferência de colofônia em pontos aleatórios. Como visto, para todo grafeno, espalhado R sh valores na faixa de 500–700 Ω / □ são encontrados na superfície do grafeno como transferido. O menor valor de R sh ocorre para o grafeno sem cozimento, o que também está de acordo com as observações dos espectros Raman. Na Fig. 8c, o R sh são mostrados os valores para o grafeno transferido usando o processo de transferência de colofônia aprimorado. Como pode ser visto, em comparação com a Fig. 8a, a uniformidade de R sh é muito melhor e o alcance de R sh os valores são significativamente mais estreitos, ou seja, 500-600 Ω / □. Mais importante ainda, o R sh os valores no processo de transferência de colofónia melhorado são geralmente inferiores aos do processo de transferência de colofónia e os mais baixos R sh valor de ~ 500 Ω / □ também acontece para o grafeno sem cozimento. A Figura 9a, b mostra o valor médio da resistência da folha em toda a superfície da amostra. O gráfico de barras mostra claramente que o valor médio da resistência da folha para o processo de transferência de colofónia melhorado é o mais baixo, ou seja, 493,4 Ω / □. Isso demonstra mais uma vez a superioridade desse processo de transferência aprimorado proposto no presente trabalho em termos de desempenho elétrico. Claro, é importante notar que, além da melhoria do desempenho elétrico, as mudanças na resistência da folha também podem ser resultado de outros fatores, como dopagem.
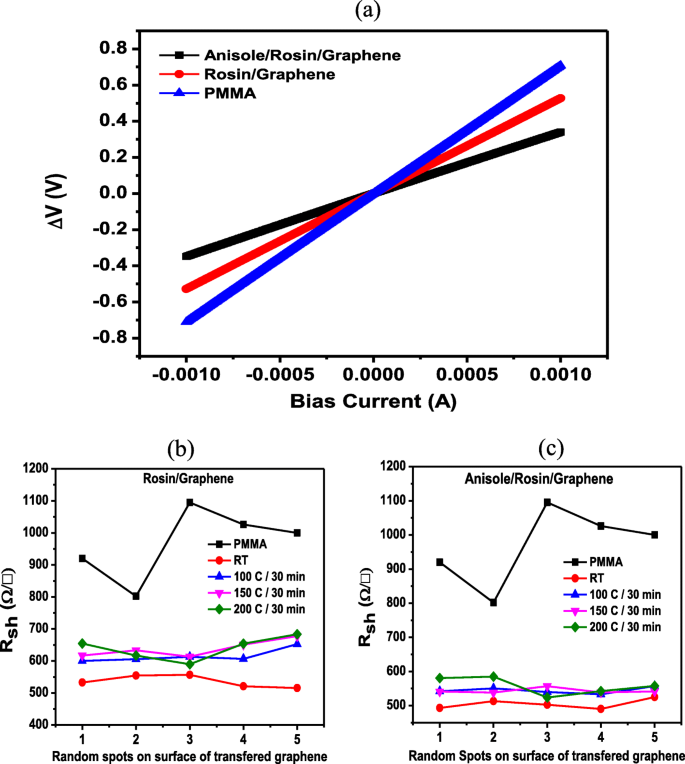
a Curva característica I – V para o grafeno transferido típico usando PMMA, colofônia e grafeno de anisol / colofônia. b Resistência da folha R sh medição em 5 pontos aleatórios diferentes de grafeno como transferido por colofónia / grafeno. c Medição de resistência da folha em 5 pontos aleatórios diferentes de grafeno transferido por anisol / colofônia / grafeno
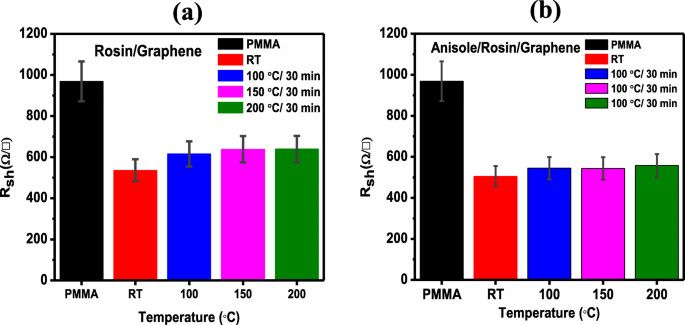
a Valor médio da medição da resistência da folha do processo de transferência habilitado para colofônia. b Valores médios da resistência da folha do processo de transferência habilitado para colofônia aprimorado com o valor mínimo de resistência da folha de 493,4 Ω / □ em RT
Implicações da hipótese
Neste trabalho, um processo de transferência de colofónia melhorado é proposto com o propósito de reduzir ainda mais as partículas residuais com base no processo de transferência de colofónia. O processo de transferência aprimorado estabelecido é comparado com o processo de transferência convencional de PMMA. Verificou-se que este processo de transferência de colofónia melhorado pela introdução de anisol é de facto vantajoso em termos de partículas residuais significativamente reduzidas, bem como de boa qualidade de grafeno transferido. Esta redução notável de partículas residuais seria antes atribuída à capacidade do anisol como um solvente forte em colaboração com a acetona. O anisol / colofónia dissolve-se mais facilmente do que a colofónia pura em acetona, o que conduz a um grafeno mais limpo neste processo de transferência de colofónia melhorado. O valor FWHM da banda 2D para o grafeno transferido usando o processo de transferência de breu melhorado é 35,79 cm −1 , que é obviamente inferior a 38,18 cm −1 para transferir grafeno usando o processo de transferência de colofônia. Além disso, o grafeno como transferido usando o processo de transferência de colofónia melhorado mostra geralmente menor R sh valores de 500–600 Ω / □ do que aqueles de 500–700 Ω / □ usando o processo de transferência de breu. O cozimento em altas temperaturas exerce efeitos marginais nas partículas residuais e na qualidade do grafeno como transferido, o que, portanto, não é recomendado. Os resultados obtidos neste trabalho devem ser úteis no avanço do processo de transferência de grafeno limpo, a fim de realizar dispositivos baseados em grafeno de alto desempenho no futuro.
Disponibilidade de dados e materiais
Os autores declaram que os materiais, dados e protocolos associados estão à disposição dos leitores, e todos os dados usados para a análise estão incluídos neste artigo.
Abordagem fácil para preparar microesferas rGO @ Fe3O4 para a terapia combinada quimio-fototérmica com alvo magnético e responsiva a NIR
Geração de sinal RF simples / duplo amplamente ajustável por um laser monolítico de DFB de três seções
Nanomateriais
- Reconsiderando o processo de integração de software para operações de manufatura aditiva
- Carbono de alta porosidade autodopado com nitrogênio altamente grafítico para a eletrocatálise da reação de redução de oxigênio
- Avaliação de estruturas de grafeno / WO3 e grafeno / CeO x como eletrodos para aplicações de supercapacitor
- Composto de Si / Grafeno incorporado fabricado por redução térmica de magnésio como material de ânodo para baterias de íon-lítio
- Um Aptasensor Fluorescente à Base de Óxido de Grafeno para a Detecção Ligada de CCRF-CEM
- O Surfactante Aniônico / Líquidos Iônicos Óxido de Grafeno Reduzido Intercalado para Supercapacitores de Alto Desempenho
- A Fabricação de Nanomeshes de Grafeno Uniformes e Grandes para Detecção de Terahertz Direta em Alta Velocidade e Temperatura Ambiente
- Otimização estatística das condições do processo de eletrofiação Sol-Gel para preparação de feixes de nanofibras de poliamida 6/66
- Modernizando a Cadeia de Suprimentos para Melhor Experiência do Cliente
- Preparação para os protótipos para o processo de fabricação de produção