


Sopro de Oxigênio na Siderurgia Conversora
Sopro de oxigênio na fabricação de aço do conversor
O oxigênio (O2) é soprado no metal quente no conversor durante a fabricação do aço para remoção de impurezas, como carbono (C), silício (Si), manganês (Mn) e fósforo (P) etc. Uma lança refrigerada a água é usada para injetar oxigênio em velocidades muito altas em um banho líquido para produzir aço. Na década de 1950, quando o processo do conversor top blown foi comercializado e o tamanho do conversor foi limitado a 50 toneladas no máximo, uma lança com uma ponta de lança de furo único estava sendo usada para o sopro de O2 no conversor. Com o passar do tempo o tamanho do conversor foi aumentando. Isso exigiu o aumento do número de orifícios na ponta da lança para melhor distribuição de O2 sobre uma superfície maior do banho no conversor.
Com as crescentes demandas para produzir aços de maior qualidade com níveis mais baixos de impureza, O2 de pureza muito alta é necessário para a fabricação de aço no conversor. O O2 necessário para a fabricação de aço deve ser pelo menos 99,5% puro e, idealmente, 99,7% a 99,8% puro. As partes restantes são 0,005% a 0,01% de nitrogênio (N2) e o restante é argônio (Ar).
Em conversores top-blown, o O2 é injetado em velocidades supersônicas com bicos convergentes divergentes na ponta da lança refrigerada a água. Um forte jato de gás penetra na escória e colide com a superfície do banho líquido para refinar o aço. Hoje a maioria dos conversores opera com pontas de lança contendo de 3 a 6 bicos. Até 8 pontas de lança de bicos estão em uso. Os eixos de cada um dos bicos em uma lança com ponta de lança multifuros são inclinados em relação aos eixos da lança e igualmente espaçados em torno da ponta. A ponta da lança é feita de cobre e é soldada ao tubo de aço da lança.
As taxas de fluxo de O2 e a velocidade do fluxo de O2 com o tamanho do tubo de lança para diferentes tamanhos de conversor são fornecidas na Tabela 1
| Tab 1 Projetar vazões na lança do conversor | |||
| Tamanho do calor do conversor em toneladas | Taxa de fluxo de oxigênio em N Cum/h | Diâmetro interno do tubo X espessura em mm | Velocidade do fluxo de oxigênio em m/s |
| 250-300 | 58.000-66.000 | 245×8 | 43,5-49,5 |
| 210 | 48000-54000 | 219×8 | 45,8-51,5 |
| 180 | 39.000-44.000 | 194×6 | 46,3-52,2 |
| 150 | 30.000-33.000 | 168×6 | 48,4-53,3 |
| 120 | 26.000-28.000 | 159×6 | 47,3-50,9 |
| 80 | 18.000-20.000 | 133×5 | 46,8-51,9 |
| 60 | 14.000-16.000 | 121×5 | 44,7-51,0 |
| 50 | 11.000-13.000 | 114×5 | 40,0-47,3 |
Na fabricação de aço do conversor, o O2 em velocidade supersônica é soprado no metal quente para remover as impurezas como C, Si, Mn e P etc. Demora cerca de 15 a 20 minutos para soprar o O2 para refino. O tempo de tap to tap varia entre 50 a 60 minutos, dependendo da taxa de fluxo de O2, composição do metal quente, perfil da lança e química do aço. É interessante notar que o tempo de sopro de O2 e o tempo de tap to tap não dependem significativamente da capacidade do conversor.
O2 é soprado no conversor através de uma lança refrigerada a água (cerca de 8 m a 10 m de comprimento) com um bico convergente-divergente em alta pressão (cerca de 11-14 kg/sq cm) e em velocidade supersônica (número de Mach maior que 1) . Jato supersônico de O2 do bocal ajuda a maior arrasto de O2 no banho líquido. Durante o sopro, forma-se uma dispersão trifásica consistindo de escória/gotas de metal/bolhas de gás. A parte mais importante da lança é a ponta do bico. Ele é projetado para produzir jato de O2 livre não coalescente. As funções do bocal são as seguintes.
- Fornecimento e distribuição de oxigênio
- Para produzir um jato gasoso
- Para induzir a agitação do banho
- Para produzir gotículas de metal
Depois que o calor anterior é aproveitado e a escória é drenada, o revestimento é inspecionado. Sucata e metal quente são carregados. O conversor é inclinado na posição vertical e a lança é abaixada no vaso para iniciar o sopro de O2. A seleção da altura da lança inicial deve ser tal que a concentração da força no nível do banho não cause a ejeção de minúsculas partículas de ferro (faíscas) e, ao mesmo tempo, a área máxima da superfície do banho seja coberta pelo jato de O2.
Inicialmente o O2 é soprado suavemente mantendo a altura da lança mais alta para promover a formação de escória e evitar a ejeção de pequenas partículas, pois o metal quente não é coberto pela escória. A cal é normalmente adicionada no início do golpe e também durante o golpe. O O2 é soprado por cerca de 15 a 20 minutos, diminuindo progressivamente a altura da lança, de modo que a espuma da escória permaneça sob controle e as reações de oxidação ocorram ininterruptamente.
O fornecimento de O2 na forma de jato de gás livre é uma característica importante da siderurgia conversora tanto em conversores soprados de topo quanto em diferentes tipos de conversores soprados combinados. Nesta forma de fornecimento de O2, o tempo total de sopro de O2 é quase independente da capacidade do conversor, taxa de sopro de O2 e agitação do fundo. Isso é refletido avaliando a taxa de fluxo de impulso adimensional versus a razão de tempo de sopro/tempo total de sopro para diferentes capacidades de conversor variando de 30 toneladas a 400 toneladas.
Foi visto que a taxa de fluxo de momento adimensional descreve a ação do jato de O2 livre produzido pela taxa de fluxo de volume constante de O2 em várias alturas de lança. O número da taxa de fluxo de momento adimensional aumenta com a diminuição da altura da lança. A diminuição da altura da lança torna o golpe mais forte e o aumento da altura da lança torna o golpe mais suave. O perfil da lança pode ser considerado para gerar golpe suave inicialmente e golpe progressivamente mais forte com o andamento do golpe.
Os requisitos fundamentais do perfil da lança em todos os conversores de aço são a formação de escória rica em FeO (óxido de ferro) no estágio inicial e a remoção de C e P aumentando progressivamente a disponibilidade de O2 no banho para evitar a oxidação excessiva da escória. O primeiro requisito é alcançado pelo ?golpe suave? (penetração rasa do jato) e o outro requisito é obtido endurecendo o sopro (penetração profunda do jato no banho) progressivamente. Assim, o sopro suave e duro são requisitos essenciais do refino de metal quente por impacto do jato de O2, independentemente da capacidade do conversor e do tipo de práticas de fabricação de aço do conversor (sopro superior puro ou sopro combinado), como resultado, o tempo total de sopro de O2 permanece mais ou menos o mesmo .
Disponibilidade de oxigênio
O2 está disponível energeticamente durante o processo de refino no conversor. A disponibilidade energética de O2 é obtida passando uma certa vazão de O2 através do bocal.
Na fabricação de aço do conversor, o O2 é soprado através de bicos Laval. Um bocal Laval também chamado de bocal convergente-divergente e é caracterizado por uma passagem de fluxo cuja área de seção transversal diminui na direção do fluxo e atinge uma área de seção transversal mínima e depois aumenta ainda mais na direção do fluxo. A área mínima da seção transversal da passagem de fluxo é chamada de garganta do bocal. O bocal Laval pode acelerar o gás até a velocidade supersônica (número de Mach maior que 1). De fato, a velocidade do gás na saída corresponde a um valor de Mach em torno de 2,0 a 2,4.
Comportamento do jato de gás livre
O comportamento de um gás ao sair de um único bocal Laval no entorno que consiste em ar mostra que o gás ao sair por um bocal se espalha no entorno e é chamado de ?jato de gás livre?, pois o espalhamento não é confinado. Um jato livre no entorno é caracterizado pelo comprimento potencial do núcleo (PCL) e comprimento supersônico do núcleo (SCL). No núcleo potencial não ocorre arrastamento da vizinhança e, portanto, a velocidade do gás na direção axial e radial é aquela no valor de saída. Além do núcleo potencial, a velocidade radial e axial começa a diminuir devido ao entretenimento do ambiente. No entanto, é atingido um ponto no jato de gás livre no qual a velocidade do gás atinge um valor sônico (M =1). Dentro do comprimento do núcleo supersônico, a velocidade do gás está acima do valor supersônico na direção radial e axial. Além do comprimento do núcleo supersônico, a velocidade do gás é subsônica. Assim, o espalhamento radial e o decaimento da velocidade axial além do núcleo potencial são as principais características de um jato de gás livre.
Devido ao espalhamento, a massa do jato aumenta, o que significa que a concentração do gás no plano P =0 diminui devido ao arrastamento do ambiente. Se O2 está fluindo através do bocal, a concentração de O2 no plano P2 é menor do que em P1 e em P=0. Mas a massa do jato (o jato consiste em fluido principal + ambiente) em P2 é maior que a massa em P1. A velocidade axial do jato é uma função da distância axial medida a partir da saída do bocal.
Uma das propriedades importantes do jato livre é que ele carrega consigo uma taxa de fluxo de momento que, ao atingir o líquido, é convertida em força e penetra no líquido. A taxa de fluxo de momento dentro do jato é conservada. Esta é uma propriedade importante do jato, pois depende apenas das variáveis a montante como pressão, número e diâmetro do bocal. Não depende das condições a jusante.
O comportamento dos jatos produzidos por bicos multi-bicos depende do número de bicos e do ângulo de inclinação de cada bico com o eixo da lança. O número de bicos na fabricação de aço do conversor varia com a capacidade do conversor, mas em geral está entre 3 e 6. O ângulo de inclinação de cada bico para uma ponta de lança de três furos é normalmente de 10 a 12 graus e para ponta de lança de cinco a seis furos é geralmente 15 a 16 graus com o eixo da lança.
Os jatos de gás multilivres a jusante do bocal podem coalescer ou não, dependendo do ângulo de inclinação e do número de bocais para uma determinada pressão a montante e vazão de gás. Um jato coalescente é semelhante ao de um único jato. Quando o ângulo de inclinação é de 10 a 12 graus para uma lança de três furos, os multi-jatos não coalescem até certa distância a jusante do bocal. Um jato não coalescente, ao colidir com o líquido, produzirá uma penetração igual ao número de jatos.
O decaimento da velocidade axial e o espalhamento radial dependem da razão de densidade do entorno/densidade do jato de O2. Se a densidade do jato de O2 for maior que a densidade do ambiente, então esse jato se espalha lentamente no ambiente. A velocidade de espalhamento depende do valor da relação. Portanto, a velocidade do jato decai mais lentamente a qualquer distância a jusante do ambiente. Em tal situação, um jato frio é descarregado no ambiente de metal quente e o comprimento do núcleo potencial, PCL e o comprimento do núcleo supersônico SCL é maior do que quando a razão de densidade do entorno/densidade do jato de O2 é uma. Se a razão de densidade do entorno/densidade do jato de O2 for menor que um, então o jato de O2 é mais leve do que o entorno e o jato de O2 se espalha mais rápido, o que resulta em menor comprimento do núcleo potencial PCL e o comprimento do núcleo supersônico SCL . Nesse caso, o jato de oxigênio frio é descarregado na escória.
Ação do jato de oxigênio livre
A velocidade do jato de O2 livre é importante. A velocidade axial diminui à medida que a distância a jusante do bocal aumenta devido ao arrastamento do ambiente. No conversor, quando o golpe começa, o entorno do jato de O2 é uma atmosfera quente. À medida que o golpe continua, o jato circundante muda de monóxido de carbono (CO) para escória. Na maioria dos períodos o jato fica submerso na escória. O entorno no conversor é dinâmico. A velocidade do jato depende da pressão a montante, da distância axial a jusante e do entorno. É difícil calcular a velocidade do jato quando o ambiente está mudando, mas a taxa de fluxo de momento dentro do jato é independente da distância a jusante do bocal e pode ser calculada.
O jato carrega consigo a taxa de fluxo de momento que ao atingir o banho é convertida em força. Assim, a ação do jato livre pode ser descrita em termos de número de vazão adimensional. O número de vazão adimensional aumenta com a diminuição da altura da lança. Assim, o número de vazão adimensional é usado para descrever a variação dinâmica da altura da lança. O número de fluxo de momento adimensional significa a ação do jato de O2 no banho na altura da lança contra a gravidade
Penetrabilidade do jato
O número de vazão adimensional descreve o efeito da altura da lança na penetrabilidade do jato. A penetração do jato raso, obtida em maior altura da lança, é um ?jato suave? em comparação com o jato de penetração profunda obtido na altura da lança mais baixa e é denominado ?jato duro?.
Isso significa que uma vazão de volume constante de O2 fornecida a pressão constante quando descarregada através de um bocal pode ser feita para atingir o banho ?mole? e pode ser progressivamente mais difícil. Assim, método de fornecimento de O2 na prática siderúrgica do conversor através do ?jato livre? é muito eficaz em termos de reações físico-químicas.
Os efeitos induzidos por um jato de O2 reativo macio quando atinge o banho de metal líquido são (i) oxidação do ferro (Fe), (ii) penetração superficial, (iii) reação escória/metal e (iv) aumento da formação de escória e assim facilitando a remoção de P. A duração muito longa do jato de O2 suave resulta em derramamento de escória devido à oxidação excessiva.
Os efeitos induzidos por um jato de O2 reativo quando atinge o banho de metal líquido são (i) disponibilidade de O2 em profundidade no banho, (ii) aumento da oxidação de C e diminuição da remoção de P, (iii) evolução de CO em profundidade o banho e sua fuga através do banho agita o banho, e (iv) geração de gotículas que são então emulsificadas na escória.
Os tipos de jatos de O2 e seus efeitos são mostrados na Fig 1.
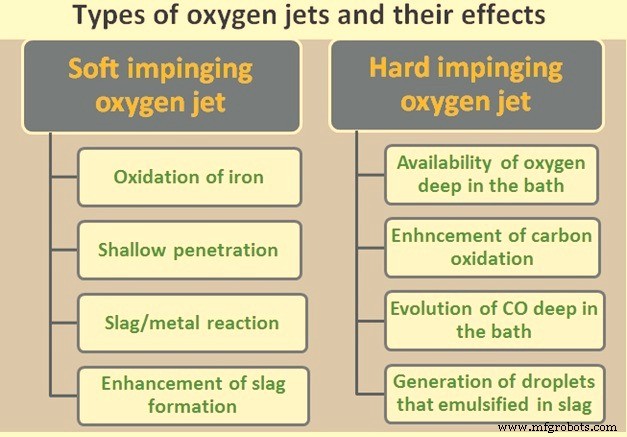
Fig 1 Tipos de jatos de oxigênio e seus efeitos
Reações no conversor
Na fabricação de aço com O2, o metal quente saturado de C é soprado com O2 puro em velocidades supersônicas. As reações e a mistura são intensas. O O2 reage com o Si dissolvido, o Mn dissolvido e o próprio Fe para formar uma escória líquida contendo FeO. O O2 também reage com o C dissolvido para liberar o gás CO e, assim, descarbonetar o ferro. O caminho para a oxidação desses elementos (C, Si, etc.) durante o refino do aço é soprar O2 na solução de ferro até o ponto em que sua concentração no banho líquido exceda o nível de equilíbrio permitido pelo elemento de impureza específico. O O2 dissolvido e o elemento de impureza dissolvido combinam-se para formar gás CO (no caso de C) ou sílica líquida (SiO2, no caso de Si). Como a solubilidade de ambos os produtos [CO (gás) e SiO2 (líquido)] é muito limitada no ferro líquido, eles rapidamente nucleam suas fases separadas, coagulam, consolidam e são flutuados pela intensa ação de agitação do processo .
Além disso, durante o intenso sopro de O2 da fabricação de aço, parte do ferro líquido é oxidado a FeO, que então se mistura intensamente com o banho de metal líquido em uma emulsão e pode reagir com as impurezas dissolvidas no ferro fundido diretamente de acordo com as seguintes reações .
2Fe (fundido) + O2 (gás) =2FeO (escória líquida)
FeO (escória líquida) + C (dissolvido na solução líquida de ferro) =CO (gás) + Fe (fundido)
2FeO (escória líquida) + Si (dissolvido na solução líquida de ferro) =SiO2 (líquido) + Fe (fundido)
Essas reações de oxidação são altamente exotérmicas. O calor liberado da oxidação do Si e outras impurezas, juntamente com a entalpia da oxidação do próprio ferro, é usado para fundir a sucata fria para aumentar o tamanho do calor do conversor, bem como para aumentar a temperatura do aço líquido para operações a jusante. O CO2 nunca é produzido dentro do banho de um conversor siderúrgico, exceto em quantidades vestigiais. O CO2 (se for formado) é rapidamente transformado em CO por reação com qualquer C dissolvido remanescente. Caso não haja C dissolvido remanescente após a oxidação do banho líquido, o CO2 é reduzido a CO pela oxidação do próprio Fe. Assim, o CO2 é um oxidante nas temperaturas de fabricação do aço. O produto de equilíbrio da reação de oxidação do Fe, ou C dissolvido em ferro, pelo CO2 é fortemente em direção ao CO, com traços de CO2 de acordo com os cálculos de energia livre de Gibbs. C atua como um agente redutor para FeO de acordo com a equação acima, e é outro fator que pode retardar (ou interferir) com a oxidação do ferro.
Durante o processo de fabricação do aço, parte do ferro é oxidado até o ponto em que se adiciona à porcentagem de FeO líquido na fase de escória líquida que coexiste no conversor com o metal. Se o O2 for soprado além do ponto final de oxidação da impureza, a oxidação do Fe se torna excessiva. Isso aparece como uma perda de rendimento mensurável de Fe para a escória, dando previsíveis, calculáveis, concentrações mais altas de óxido de ferro líquido (FeO) na escória. Uma vez que o C é oxidado a CO, qualquer O2 adicional se combina com o Fe para produzir FeO na escória.
Processo de manufatura
- O que é a fabricação de aço com oxigênio básico?
- Tanque de oxigênio
- Oxigênio
- Inclusões em siderurgia e siderurgia secundária
- Automação, Controle e Modelagem da Aciaria de Oxigênio Básico
- Siderurgia Verde
- Revestimento refratário de um forno de oxigênio básico
- Forno de indução e siderurgia
- Processo de Sopro Combinado na Siderurgia Conversora
- Sistema Básico de Recuperação e Limpeza de Gás de Forno de Oxigênio