


Laminação Rolls and Roll Shop
Laminação Rolos e Laminação
Os rolos são os principais consumíveis e muito caros em um laminador. Eles são usados para laminar aço no laminador e seu desempenho depende de muitos fatores que incluem os materiais utilizados e as cargas a que são submetidos durante o serviço. O projeto do rolo é influenciado pelas limitações aplicadas pela carga de laminação, pela resistência do rolo e pelo torque disponível para laminação. No caso de laminação plana, também é influenciado pela tolerância feita para flexão de rolos e pela curvatura dos rolos. O projeto do rolo é cuidar da carga e do torque necessários para qualquer passagem. Além disso, deve garantir que as dimensões físicas e o material do rolo sejam capazes de suportar as cargas mais pesadas que surgem durante a sequência de laminação. Outro fator importante no que diz respeito à vida útil do rolo são as propriedades de desgaste do material do rolo.
Materiais de rolo
Na laminagem de aços, o material dos rolos deve ser capaz de suportar cargas que deformam plasticamente o material circulante sem que ele próprio se deforme plasticamente. Na laminagem de aço a quente este não é um problema difícil e os rolos de ferro ou aço são adequados se forem operados a uma temperatura consideravelmente inferior à do material circulante. Se os rolos de ferro ou aço são usados em qualquer caso particular depende da tarefa específica que eles têm que desempenhar e se a tenacidade, resistência a trincas térmicas ou carga de choque ou propriedades de resistência ao desgaste são mais importantes.
Os rolos podem ser classificados de acordo com os materiais dos rolos (Fig. 1) e o método de fabricação, sendo a primeira subdivisão principal (i) rolos de ferro e (ii) rolos de aço. Esta divisão depende do teor de carbono do material. No caso de rolos, a linha de demarcação é normalmente tomada a cerca de 2,4 % C. Normalmente, os rolos são referidos como base de aço abaixo deste valor e base de ferro acima deste valor. Há uma distinção estrutural marcante entre esses dois tipos, pois não há carbono grafítico livre nos rolos de base de aço. Os rolos de aço podem ser fundidos ou forjados, dando uma subdivisão adicional. Uma outra divisão que atravessa a classificação acima é a de rolos duplex de dupla despejo que podem ser fundidos com uma superfície externa de metal duro e um metal mais duro e forte formando o centro do rolo.
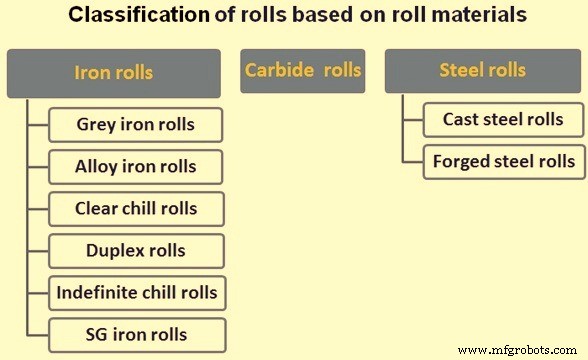
Fig 1 Classificação dos rolos com base nos materiais dos rolos
Rolos de ferro
Os rolos de ferro são dos seguintes tipos.
- Rolos de ferro cinza – São fundidos por invólucro de areia e consistem em ferro fundido cinza (contém flocos de grafite livre). A estrutura do rolo é uniforme e muito resistente ao fogo. É até certo ponto autolubrificante devido ao grafite livre, que é uma vantagem onde os colares de encosto são usados para resistir ao empuxo final durante a laminação. Uma análise típica do material do rolo é carbono (C) - 2,5% a 3%, silício (Si) - 0,5% a 1%, manganês (Mn) - 0,4% a 0,8%, fósforo (P) - 0,5% max, e enxofre (S) 0 0,1% máx. O P é permitido em até 0,5% para aumentar a fluidez do metal durante o vazamento, mas é vantajoso reduzi-lo se forem possíveis temperaturas de fundição mais altas, pois o P é prejudicial às propriedades do ferro fundido. O S é reduzido ao mínimo e o Si é escolhido para regular o teor de grafite livre, pois a presença de Si promove a grafitização. O Mn é usado para neutralizar o S e desoxidar o metal. Um conteúdo muito alto de Mn resiste à grafitização.
- Rolos de liga de ferro – Para melhorar a qualidade do ferro fundido cinzento, vários elementos de liga podem ser adicionados para dar ao cilindro uma maior dureza. Esses rolos de ferro-liga têm apenas pequenas quantidades de níquel (Ni), cromo (Cr) e molibdênio (Mo) e proporcionam desgaste e resistência ligeiramente melhores do que o ferro cinza reto. O rolo de ferro-liga com maiores quantidades de adições de liga é muito mais duro e desgasta-se melhor, embora naturalmente seja mais caro e deva render maior tonelagem laminada. A presença de Ni favorece a formação de grafite, mas como se encontra numa forma muito finamente distribuída leva a uma maior tenacidade e resistência à fissuração ao fogo. O Cr aumenta a tendência de formar carbono combinado e restringe a formação de grafite, dando um ferro muito mais duro, porém mais frágil. Mo e tungstênio (W) promovem a formação de carbono combinado e, além disso, aumentam a resistência a altas temperaturas. Com um ferro de liga Cr há uma tendência à quebra do colar em rolos de seção devido à fragilidade e além disso é necessário um bom suprimento de água para resfriar os rolos para evitar trincas por fogo. Uma análise típica do rolo é C-3%, Si-1%, Ni – 1% (ou Mo -0,5%) e Cr – 1%. Uma marca comum de rolo de liga de ferro é o ferro 'adamita'. A dureza dos rolos é uma medida da resistência ao desgaste e geralmente é expressa em graus de dureza do escleroscópio Shore. Os rolos de ferro cinzento relativamente macios têm dureza de 30-40 graus Shore, mas estes podem ser aumentados para a faixa de 38-50 graus nos rolos de liga de ferro. Este último é um ferro cinzento, mas o grafite é finamente dividido e a matriz é mais dura. Os rolos mais macios são preferidos para os estágios de desbaste e intermediários de laminação e os de grãos de liga mais duros para acabamento.
- Rolos de resfriamento claro ou de resfriamento definido – Um cilindro de resfriamento claro tem uma camada superficial de ferro branco produzida por indução de resfriamento rápido na superfície (por meio de um resfriamento no molde) que restringe a formação de grafite livre. O núcleo é de ferro cinza devido à taxa de resfriamento mais lenta e a zona intermediária é uma mistura de ferro branco e cinza. Os pescoços e wobblers ou pontas de pá não devem ser resfriados e, portanto, retêm maior tenacidade. A camada refrigerada é dura e resistente ao desgaste, mas é frágil. Geralmente tem cerca de 25 mm de espessura em rolos lisos, mas pode ser aumentado onde são necessárias ranhuras rasas. A análise é semelhante aos rolos de ferro cinzento, embora o teor de C seja maior. Menor C dá uma dureza menor, mas fortalece o rolo e reduz a incidência de rachaduras e fragmentação da superfície, portanto, é usado em casos de alta tensão, como na laminação de chapas. A dureza da superfície pode estar entre 55 e 65 graus Shore, mas os rolos têm boa resistência à mudança de temperatura e rachaduras por fogo. Um rolo de resfriamento parcial é produzido pelo resfriamento de partes escolhidas do barril (por exemplo, passes de acabamento) e deixando o restante como ferro cinzento. Elementos de liga podem ser adicionados a rolos de resfriamento para fornecer valores de dureza de 65 a 90 graus Shore e podem conter cerca de 4,5% de Ni com equilíbrio de Cr a tendência de formar grafite livre. Os rolos de resfriamento com rolamentos de Ni são considerados como tendo uma tendência ao endurecimento por trabalho e são mais adequados para laminação a frio devido à sua suscetibilidade a trincas por fogo.
- Rolo composto ou duplex – Um método de combinar uma superfície muito dura com um núcleo resistente é fundir o rolo por vazamento duplo. O primeiro vazamento dá uma casca de ferro branco altamente ligado que esfria rapidamente na superfície em um molde de resfriamento após o qual o segundo vazamento (geralmente de ferro cinza) desloca o centro fundido da liga de ferro e o substitui por um núcleo resistente. A dureza da casca é de 75 a 95 graus Shore.
- Refrigeração indefinida – Com este tipo de rolo, há um resfriamento muito fino e sem grafite branco claramente definido e nenhuma zona de mistura intermediária. As camadas superficiais contêm partículas muito pequenas de grafite e a estrutura muda suavemente para o núcleo cinza. A dureza diminui lentamente a partir da superfície a uma taxa de cerca de 1 grau Shore por 10 mm de profundidade e depois mais rapidamente em direção ao centro mole. Portanto, há uma boa profundidade utilizável. A superfície é mais resistente a rachaduras e fragmentação por fogo do que o rolo de resfriamento definitivo e os rolos aderem melhor ao material circulante. Um rolo de resfriamento indefinido de liga com uma dureza superficial de 55 a 75 graus Shore pode conter Ni, Cr e Mo. Esses rolos podem ser tratados termicamente para endurecê-los contra cargas de choque. Um exemplo desse tipo é o calafrio indefinido Adamita. Esses rolos podem ser tratados termicamente e são resistentes a fragmentação e rachaduras por fogo.
- Rolos de ferro de grafite esferoidal – Os rolos de ferro de grafite esferoidal (SG) estão sendo usados em algumas fábricas. É ter grafite na forma nodular quando fundido pelo uso de um procedimento de fundição especial envolvendo a adição de magnésio (Mg). O ferro de grafite esferoidal tem muito maior resistência e tenacidade, sendo o primeiro cerca de duas vezes maior do que um ferro de grafite em flocos de alta resistência e o último é aumentado cerca de doze vezes. A maioria dos rolos tem uma estrutura perlítica, mas a estrutura acicular também está disponível, proporcionando melhor resistência ao desgaste. Um bom acabamento pode ser obtido nos cilindros, embora seja necessário cuidado na usinagem, pois são liberados gases nocivos. As propriedades de desgaste dos rolos de ferro SG são que eles se desgastam uniformemente e em uma taxa semelhante ao ferro grafite em flocos. Eles são adequados para uso onde um rolo de ferro normal não é forte o suficiente e onde os rolos de aço têm vida útil ruim devido ao desgaste excessivo, mas, como são mais caros que os rolos de ferro e aço, é necessário cuidado na escolha da aplicação. A dureza pode ser obtida até 80 graus Shore ou mais.
Rolos de aço
Os rolos de aço podem ser fundidos ou forjados. Eles são muito mais fortes e resistentes do que os rolos de ferro e são usados, portanto, onde um rolo de ferro não é considerado forte o suficiente. Eles permitem o uso de tiragens mais pesadas, especialmente onde são necessárias ranhuras profundas. Rupturas devido a carga de choque são muito menos prováveis de ocorrer e as propriedades podem variar consideravelmente por tratamento térmico adequado. No entanto, os rolos de aço C desgastam-se mais rapidamente do que os rolos de ferro devido à sua baixa dureza.
- Rolos de aço fundido – Podem variar consideravelmente de acordo com a análise. O rolo C reto tem de 0,40% a 0,90% C e a dureza é de 28 a 36 graus Shore. Os moinhos pesados (blooming, slabbing e desbaste pesado) usam os graus mais baixos (até 0,60 % C), enquanto os suportes de desbaste de tarugos usam os graus mais altos. A adição de cerca de 0,5% Mo a este tipo de rolo juntamente com pequenas quantidades de Ni e Cr (ou Mn superior) aumenta a resistência e reduz a gravidade de quaisquer rachaduras de fogo que possam ocorrer. A dureza é de 30 a 42 graus Shore. Os rolos mais altamente ligados geralmente estão dentro das faixas de análise tendo C – 0,80% a 1,0%, Mn – 0,60% a 0,90%, Ni – 1,0% a 2,5%, Cr – 0,50% a 1,10% e Mo – 0,20% a 0,40 %. Um rolo de C-Cr (C -1 %, Cr – 1,5 % a 1,75%) também é feito. Esses rolos geralmente são tratados termicamente, a faixa de dureza é de 35 a 55 graus Shore e são comumente usados como rolos de apoio em laminadores de 4 alturas. Uma liga de aço contendo tungstênio (W) e com uma dureza de 40 a 50 graus Shore é muito resistente à rachadura por fogo e às vezes é usada para desbaste de rolos em laminadores de tiras a quente. Os rolos base de aço de liga fundida também são feitos com a análise variando de C – 0,9 % a 2,5 %, Si – 0,5 % a 1,0 %, Mn – 0,4 % a 0,6 %, Ni – 0,25 % a 1,0 % e Cr – 0,5 % a 1,5%. O teor de C está em uma faixa mais alta do que no rolo de aço fundido. O C inteiro está na forma combinada. A faixa de dureza é de 30 a 55 graus Shore, de acordo com o teor de C, e os rolos se desgastam bem e são fortes. A vida está de acordo com o custo. É necessário um bom resfriamento a água.
- Rolos de aço forjado – Esses rolos são forjados a partir de um lingote de aço fundido e o trabalho mecânico necessário resulta em uma estrutura melhorada e mais resistente. Na forma de aço C (0,35 % a 0,75 % C) eles são usados para laminadores de flores, placas e desbaste pesado na extremidade inferior da faixa C e para laminadores intermediários menores na extremidade superior da faixa. Isso é um tanto arbitrário e depende das condições particulares do moinho. Eles são normalizados antes do uso e a faixa de dureza é de 24 a 30 graus Shore. Na forma de liga de aço, eles podem ser tratados termicamente para obter uma ampla faixa de dureza. Na faixa de 50 a 55 graus Shore, eles são usados para grandes rolos de apoio, em torno de 80 graus na faixa Shore para pequenos rolos de apoio em laminação a frio e na faixa de 90 a 100 graus Shore (totalmente endurecido) para rolos de trabalho em laminação a frio. Uma análise típica é 1% C, 1,5% a 1,75% Cr e 0,5% Ni. Os rolos de aço forjado na faixa de dureza de laminação a quente são altamente resistentes a cargas de choque.
Rolos de metal duro
Carboneto de tungstênio, WC ou W2C, é um composto químico contendo tungstênio e carbono. Sua extrema dureza o torna útil na fabricação de cilindros laminadores para maior vida útil em aplicações onde são necessárias longas campanhas de laminação. WC em combinação com os materiais aglutinantes em forma de pó são misturados, moídos, granulados e compactados em peças em forma quase líquida que são finalmente sinterizadas em um forno a vácuo. Alguns rolos são então prensados isostaticamente a quente (HIP). Os rolos são então retificados usando rebolos diamantados ou torneados usando ferramentas de torneamento muito duras para as dimensões necessárias. Esses rolos são normalmente usados em blocos de acabamento de fio-máquina e em algumas aplicações de laminação de formas. Esses rolos requerem água de resfriamento de alta qualidade em uma faixa estreita de pH e dureza limitada. O uso de água de resfriamento do rolo fora da faixa de pH recomendada drena o aglutinante do rolo, causando falha prematura da superfície do rolo. Vários tipos de rolos de metal duro estão disponíveis com base no tamanho do grão e teor de ligante e composição do ligante. A faixa de aplicação nos últimos anos ampliou o uso de rolos de metal duro de volta para os moinhos intermediários usando uma luva de metal duro montada em um eixo de aço. A montagem é realizada por um método mecânico ou criando um rolo composto pressionando e sinterizando um anel de metal duro no eixo.
Efeito de elementos de liga em rolos
Os efeitos dos elementos de liga em rolos são apresentados na Tab 1.
| Tab 1 Efeitos de elementos de liga em rolos | ||
| Elemento | Rolos de liga de ferro | Rolos de liga de aço |
| Carbono (C) | Aumenta a dureza, a fragilidade e a resistência ao desgaste. Diminui a ductilidade, a profundidade de resfriamento | Aumenta a dureza, a fragilidade e a resistência ao desgaste. Diminui a resistência ao choque. |
| Silício (Si) | Aumenta grafite, aumenta a limpeza, diminui a profundidade de resfriamento | Limpa o aço na proporção de 0,20% - 0,35%, Adiciona à dureza, Desoxidante, promove a fundição de som |
| Fósforo (P) | Aumenta a dureza e a fragilidade. | Aumenta a dureza e a fragilidade, diminui a ductilidade, tem tendência a segregar |
| Enxofre (S) | Aumenta a dureza, fragilidade e profundidade de resfriamento | Aumenta a dureza e a fragilidade. Diminui a ductilidade. Deve ser usado com discrição |
| Manganês (Mn) | Reduz o resfriamento em intervalos mais baixos, aumenta o resfriamento em intervalos mais altos, aumenta a dureza em combinação com níquel e cromo, aumenta a fragilidade | Aumenta a dureza e a fragilidade. Limpador para resistência à tração e ao desgaste |
| Níquel (Ni) | Aumenta a resistência, dureza e resistência ao desgaste. Diminui a profundidade de resfriamento | Aumenta a resistência, dureza e resistência ao fogo em combinação com Cr e outros |
| Molibdênio (Mo) | Aumenta a força, a dureza e a resistência ao craqueamento, produz grãos finos | Aumenta a resistência e a dureza |
| Vanádio (V) | Aumenta a profundidade de resfriamento, a força e a resistência ao craqueamento, diminui a ductilidade | Aumenta a tenacidade, dureza e suscetibilidade ao tratamento térmico |
| Cromo (Cr) | endurecedor em todos os momentos; usado em combinação com Ni ou Mo ou ambos, aumenta a profundidade de resfriamento | Hardener – funciona melhor em combinação com Ni ou Mo ou ambos |
| Cobre (Cu) | Em pequenas quantidades semelhantes a Ni | Semelhante a Ni |
| Boro (B) | endurecedor, usado com discrição | Aumenta a dureza |
Tipos de rolos usados em vários laminadores a quente
Os tipos de rolos usados no laminador de floração e laminação, laminador de tarugos e barras comerciais, laminadores de seção, laminador de chapas grossas e laminador de tiras a quente são fornecidos na Aba 2, Aba 3, Aba 4, Aba 5 e Aba 6, respectivamente. A seleção de qualquer rolo específico depende das demandas de produção, custo inicial, qualidades específicas exigidas, etc. É desejável uma estreita colaboração com o fabricante do rolo para garantir que esses requisitos sejam atendidos na medida do possível.
| Tab 2 Tipos de rolos para laminadores de floração e laje | |
| Tipo de rolo | Dureza da superfície (Deg Shore) |
| Aço forjado, 0,4% C | 24-30 |
| Aço fundido, 0,4 a 0,9 % C, dúctil | 28-36 |
| Aço de liga fundido, 0 a 0,5% Mo + Ni, Cr, Mn, forte, tenaz, resistente a rachaduras por fogo | 30-42 |
| Aço fundido adamita, alto C em solução completa +Ni, Cr, bom desgaste, mas precisa de resfriamento abundante a água para evitar flutuações de temperatura | 30-48 |
| Tab 3 Tipos de rolos para laminadores de tarugos e barras comerciais | |
| Tipo de rolo | Dureza da superfície (Deg Shore) |
| Aço forjado 0,75% C, Rolos de suporte para desbaste | 35 |
| Aço fundido – 0 a 0,5% Mo + Ni, Cr, Mn, Forte, resistente, resistente a rachaduras por fogo | 30-42 |
| Rolos de grãos perolíticos, Ferro fundido, Forte e resistente a rachaduras por fogo, Rolos de fios | 30-38 |
| Rolos de grãos especiais, Melhoria em cima | 35-40 |
| Aço fundido adamita, alto C em solução completa + Ni e Cr, bom desgaste, mas precisa de flutuações copiosas, rolos de desbaste | 30-48 |
| Rolos de resfriamento direto C indefinido, As flutuações de temperatura devem ser evitadas, Rolos de suporte intermediário | 35-40 |
| Rolos de grão de liga de adamite, penetração de dureza muito boa, requer controle de temperatura e pode ter ampla faixa de dureza e resistência, rolos de fio | 35-50 |
| Rolos de resfriamento em linha reta C, alta resistência a mudanças de temperatura, quebra e fissuras na superfície, rolos de seção pequena | 55-65 |
| Melhoria nos cilindros de resfriamento indefinidos de liga de adamite em cilindros retos C, Oval e guia | 55-70 |
| Rolos de resfriamento indefinidos de liga totalmente dura, Melhoria na Adamita, por exemplo, Nironita | 65-85 |
| Rolos de resfriamento de ferro fundido de alta liga com bom endurecimento por trabalho, rolos de moinho de guia | 65-90 |
| Grafite esferoidal, Rolos de desbaste de tarugos | 55 |
| Grafite esferoidal, moinhos de barras. A maioria resiste a rachaduras por fogo, rolos de desbaste | 60-65 |
| Aba 4 Tipos de rolos para fresas de perfil | |
| Tipo de rolo | Dureza da superfície (Deg Shore) |
| Rolos de aço forjado, rolos de desbaste, intermediários e de acabamento | 24-30 |
| Aço fundido, 0,4 a 0,9 % C, Rolos de desbaste | 28-36 |
| Rolos de grão perolítico, Fortes, resistentes e resistentes a rachaduras por fogo, Rolos de desbaste, intermediários e de acabamento | 30-38 |
| Aço fundido, 0 a 0,5 % Mo + Ni, Cr, Mn, Forte, tenaz e com boa resistência ao fogo, Rolos de desbaste | 30-42 |
| Aço fundido adamita, alto carbono em solução completa + Ni, Cr, bom desgaste, mas precisa de resfriamento abundante para evitar flutuações de temperatura, rolos de desbaste | 30-48 |
| Melhoria de rolos de grãos especiais acima | 35-40 |
| Aço hipereutetóide com Ni, Cr e Mo, resistência ao desgaste e resistência em proporções aproximadamente iguais, rolos de desbaste e semi-acabamento | 35-45 |
| Rolos de resfriamento direto C indefinido, As flutuações de temperatura devem ser evitadas, Rolos de suporte intermediário | 38-40 |
| Rolos de liga de adamite, Muito boa penetração de dureza, Requer controle de temperatura, Fabricado em ampla faixa de dureza e resistência, Rolos intermediários e de acabamento | 38-50 |
| Aço fundido com Cr e W, Alta resistência à fissuração e rachaduras ao fogo, Rolos de semi-acabamento | 40-50 |
| Rolos de resfriamento indefinidos de liga de adamite, Melhoria nos rolos acima, intermediários e de acabamento | 55-70 |
| Grafite esferoidal para rolos de desbaste reverso | 45 |
| Grafite esferoidal para fresas de seção pequena | 60-65 |
| Aba 5 Tipos de rolos para laminadores de chapas grossas | |
| Tipo de rolo | Dureza da superfície (Deg Shore) |
| Rolos de grãos perolíticos, Ferro fundido, Forte, resistente e resistente ao fogo, Rolos de desbaste | 30-38 |
| Ferro fundido, 0 a 0,5 % Mo + Ni, Cr, Mn, Forte, tenaz e com boa resistência ao fogo | 40-42 |
| Rolos de grãos especiais, Melhoria em perlítico | 35-40 |
| Rolos de resfriamento em linha reta C, alta resistência a mudanças de temperatura, quebra e fissuras na superfície | 55-65 |
| Como acima, mas incluindo 0,4 a 1,0% Mo, rolos de trabalho, condições do moinho devem ser estáveis | 55-65 |
| Rolos de resfriamento de liga indefinida. As flutuações de temperatura devem ser evitadas por resfriamento, rolos de trabalho e acabamento | 65-85 |
| Rolos de resfriamento de liga, Ferro de liga de Ni fundido, Bom trabalho de endurecimento, Rolos de acabamento | 65-90 |
| Rolos de resfriamento de liga composta, revestimento externo de liga de ferro branco formando a superfície de trabalho e restante de um ferro cinzento resistente, bom para acabamentos superfinos vantagem do revestimento ser autoendurecível, rolos de trabalho | 75-95 |
| Aba 6 Tipos de cilindros para laminadores de tiras a quente | |
| Tipo de rolo | Dureza da superfície (Deg Shore) |
| Rolos de aço forjado, rolos de trabalho | 24-30 |
| Aço fundido adamita, alto carbono em solução completa com Ni e Cr, bom desgaste, mas precisa de controle de temperatura por resfriamento, rolos de trabalho | 30-38 |
| Aço hipereutetóide com Ni, Cr e Mo, resistência ao desgaste e resistência em proporções iguais, rolos de desbaste | 35-45 |
| Rolos de resfriamento direto C indefinido, As flutuações de temperatura devem ser evitadas, Rolos de suporte intermediários. | 38-40 |
| Rolos de grãos de liga de adamite, Muito boa penetração de dureza, mas requerem controle de temperatura, Fabricados em ampla faixa de dureza e resistência, Rolos intermediários e de acabamento | 35-50 |
| Aço fundido com Cr e W, Alta resistência a fissuras e rachaduras ao fogo, Rolos de desbaste | 40-50 |
| Rolos de resfriamento em linha reta C, alta resistência a mudanças de temperatura, quebra e fissuras na superfície | 55-65 |
| Como acima, mas incluindo 0,4 – 1,0 % Mo, as condições do moinho devem ser mais estáveis e controladas mais de perto, rolos de trabalho | 55-65 |
| Rolos de resfriamento indefinidos de liga de adamite, Melhoria em cima, Acabamento a quente e Cilindros de aplainamento | 55-70 |
| Rolos de resfriamento indefinidos de liga, Melhoria em Adamita, Testes de trabalho | 65-85 |
| Rolos de resfriamento de liga de ferro fundido, qualidades semelhantes, mas aprimoradas, aos cilindros de resfriamento de liga indefinida | 65-90 |
| Rolos de resfriamento indefinidos de liga de manganita, muito resistentes a rachaduras por fogo, marcas de cauda, hematomas e lascas, rolos de trabalho de trem | 75-85 |
| Grafite esferoidal, rolos de desbaste | 60-65 |
| Grafite esferoidal, rolos de acabamento | 65-70 |
| Grafite esferoidal, rolos de backup | 50-55 |
Loja de rolos
As funções da oficina de rolos incluem o seguinte.
- Para receber a montagem de rolos do laminador após a conclusão de uma campanha de laminação.
- Para lavar o conjunto de rolos e desmontar os rolos do conjunto.
- Os rolos são inspecionados quanto a rachaduras e o diâmetro é medido. Também são inspecionadas as peças individuais dos rolos e o rolamento de rolos girados quando necessário.
- A retificação/reescultura do rolo é planejada e executada conforme o plano.
- O rolo retificado/reesculturado é armazenado em roll racks e aguarda sua montagem conforme cronograma de laminação da laminação.
- Os calços após a desmontagem são enviados para a área de montagem para montagem do rolo retificado/reesculturado conforme cronograma de laminação.
- A montagem do rolo e calço é realizada em pares.
- O par de rolos montado é enviado ao laminador.
As inspeções de calços e rolamentos são realizadas periodicamente. A função da oficina de cilindros também inclui a retificação das lâminas de cisalhamento que ficaram cegas durante o uso no laminador. A moderna laminação de um laminador tem as seguintes instalações.
- Máquinas de retificação de rolos CNC para serviços pesados, médios e leves, totalmente automáticas e carregadores de rolos no caso de laminadores planos
- Máquinas de corte de ranhura por laminação CNC totalmente automáticas para serviços pesados, médios e leves e carregadores de rolos no caso de laminadores de seção e produtos longos.
- Máquinas de moagem de rolos e anéis de carboneto de tungstênio no caso de moinhos de fio-máquina e moinhos de seção leve
- Máquinas de calçar e descalcificar para todos os tipos de rolos
- Máquinas de texturização
- Tornos de rolo
- Tornos, fresadoras e mandriladoras
- Equipamento de aquecimento e endurecimento por indução
- Máquinas de lavar para calços
- Inclinação para calços
- Moedores de lâmina de cisalhamento
- Instalações de resfriamento e lavagem de rolos
- Prateleiras de armazenamento de rolos
- Carros de transferência de rolo
- Outros dispositivos usados nas operações diárias de rolos
A oficina de rolos mantém os dados de desempenho dos rolos individuais e realiza a análise dos dados dos rolos para melhorar a longevidade da vida útil dos rolos. Para isso, a oficina trabalha em estreita cooperação com os fornecedores de rolos para realizar melhorias nas especificações químicas e físicas dos rolos no próximo ciclo de aquisição. A oficina de rolos também coopera com a agência investigadora durante a análise de falha de rolo em caso de falha de rolo, fornecendo a eles os dados do histórico de rolos de seu registro.
As funções da oficina de rolos também incluem a tomada de ações de aquisição oportunas para os rolos, para que eles possam disponibilizar os rolos para a fábrica de acordo com os requisitos da fábrica. A ação de aquisição deve ser tomada com vista ao inventário de rolos que deve ser mantido sob controle.
Quando a vida útil do rolo termina e seu diâmetro de refugo é atingido, ele é deslocado para a área do rolo de refugo para seu descarte. Da mesma forma, os rolos quebrados também são transferidos para a área do rolo de sucata após o término da investigação da quebra do rolo.
Existem duas soluções de software que são usadas pelas modernas oficinas de rolos. Estes são o sistema de gerenciamento de rolos (RSMS) e o sistema de gerenciamento de defeitos de rolos (RDMS) para controle total e análise das operações de rolos. O RSMS permite análises desde o monitoramento real do processo de retificação/ranhura até a coleta e processamento de dados de produção, consumo e requisitos, com um gasto mínimo de recursos. O RDMS é uma ferramenta poderosa que aprimora e otimiza a produtividade por meio de funções profundas de gerenciamento de defeitos e ações corretivas automáticas. Outras instalações de laminação precisam ser totalmente integradas ao laminador e deve haver troca de dados entre o sistema de laminação e o sistema de laminação.
O layout da oficina de rolos é muito importante para otimizar a logística de movimentação de rolos. Outras passagens precisam ser fornecidas para os movimentos livres de empilhadeiras.
A automação do manuseio de rolos dentro da oficina de rolos requer a aplicação de medidas de segurança para impedir o pessoal das áreas onde as operações são realizadas automaticamente e, portanto, não supervisionadas diretamente pelo pessoal. Há necessidade de fornecer barreiras de segurança para marcar os limites da área de trabalho automática. Nesta área é permitido o acesso apenas para fins de manutenção ou emergência.
Processo de manufatura
- Fundição e laminação de placas finas
- Transporte de geração e usos de carepa de laminação
- Vigas Universais e seu Rolamento
- Laminação de aço em laminador de tiras a quente
- Entendendo o Processo de Laminação em Laminados de Produtos Longos
- Noções básicas de laminação de aço
- Perfuradores de pino de rolo:usos e aplicações
- As nuances da fresadora e da fresadora:veja mais de perto!
- A máquina do moinho e suas diferentes subcategorias
- Processo de Laminação a Quente e Frio