


Banheira
Antecedentes
Embora os humanos tomem banho desde os tempos pré-históricos, os banhos serviam a uma função principalmente religiosa, social ou prazerosa com muito mais frequência do que a higiênica. Os gregos tinham banheiros completos com abastecimento de água e drenagem desde 1700 a.C. Os romanos desenvolveram o banho como um hábito social central no século III a.C. , construindo elaborados edifícios públicos de enormes dimensões com várias salas para tirar a roupa, fazer exercícios e tomar banho.
Após a queda do Império Romano, o banho perdeu popularidade na Europa, embora tenha sobrevivido como parte da rotina monástica e nos países muçulmanos. O balneário público muçulmano incluía um camarim, banho frio e banho quente agrupados em torno de uma câmara de vapor central abobadada. Os banhos públicos recuperaram popularidade na Europa nos séculos 11 e 12.
Nas casas particulares, o banho era feito em banheiras de madeira instaladas nos quartos, mas alguns castelos e palácios tinham banheiros permanentes. Na verdade, Henry m, da Inglaterra, tinha água corrente quente e fria instalada no balneário de seu palácio de Westminster.
No século 18, ficou na moda passar uma temporada em um bebedouro (como Bath, na Inglaterra), mas apenas a pesquisa do século 19 sobre higiene tornou o banho uma virtude. Os banhos eram realizados em banhos frios primitivos e geralmente portáteis em escolas e instituições. Embora banheiras permanentes tenham sido instaladas nos quartos durante a metade do século 19, o encanamento era inexistente e as banheiras tinham que ser esvaziadas à mão. Somente após a Primeira Guerra Mundial a produção de encanamentos e banheiras permitiu que o banho com água corrente se tornasse uma instalação permanente na casa.
As banheiras agora fazem parte da indústria de acessórios e acessórios para encanamento, que totalizou cerca de US $ 5,7 bilhões nos EUA em 1994. Esse mercado é dividido igualmente entre acessórios e acessórios. Mais de três milhões de banheiras, incluindo banheiras de hidromassagem e banheiras de hidromassagem, são enviadas por ano. Os acessórios de encanamento são classificados em três setores de acordo com os materiais de que são feitos:vítreo, metal e plástico. Nos últimos anos, a mudança no gosto do consumidor substituiu outros materiais em favor de plásticos para banheiras, banheiras de hidromassagem e pias de banheiro. Sessenta e dois por cento das banheiras, 92% das banheiras de hidromassagem e 28% dos lavatórios são feitos de plástico. Além do plástico, o material padrão para banheiras é ferro fundido esmaltado ou aço. As banheiras devem ser fabricadas de acordo com os padrões estabelecidos pelo American National Standards Institute.
O Processo
de Fabricação:Banheiras
Esmaltadas
Matérias-primas
A base metálica para banheiras é feita de ferro fundido cinzento (contendo carbono, silício, manganês, fósforo e enxofre), aço titânio, aço carbono zero ou aço parcialmente descarbonizado. Estas composições foram especialmente concebidas para esmaltação. O esmalte é feito de uma frita ou vidro que consiste em uma variedade de matérias-primas, tanto produtos químicos manufaturados quanto minerais naturais. Estes incluem argila, feldspato, bário
 A base metálica para banheiras é feita de ferro fundido cinzento, aço titânio, aço carbono zero ou aço parcialmente descarburizado . Estas composições foram especialmente concebidas para esmaltação. carbonato, ácido bórico, calcário, fluorita, areia e outros óxidos.
A base metálica para banheiras é feita de ferro fundido cinzento, aço titânio, aço carbono zero ou aço parcialmente descarburizado . Estas composições foram especialmente concebidas para esmaltação. carbonato, ácido bórico, calcário, fluorita, areia e outros óxidos. Preparando o metal
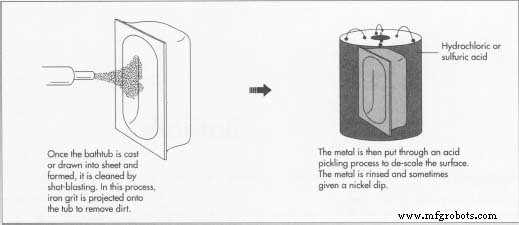
- 1 O metal é fundido em moldes (ferro fundido cinzento) ou esticado em folha e formado (aço). Antes da esmaltação deve ser limpo. A limpeza das peças fundidas é realizada por jateamento da superfície com granalha de ferro resfriada, às vezes após o recozimento preliminar (aquecimento a 1350-1500 ° F [730-820 ° C]). A areia, ou "tiro", é projetada através de bicos de ar comprimido ou lançada contra a superfície por força centrífuga usando uma máquina especial. Uma combinação de ambos os métodos pode ser usada. Este jateamento remove qualquer sujeira ou partículas de areia do molde da superfície do metal.
A chapa metálica deve passar por um processo de limpeza mais complexo. Primeiro, a superfície é limpa por jateamento após o recozimento para liberar tensões e remover quaisquer depósitos de graxa. O desengorduramento é feito com limpadores químicos, primeiro com solvente orgânico, seguido de solução alcalina quente. O solvente orgânico remove a maior parte da graxa e do óleo da superfície do metal. A solução alcalina remove o filme restante de óleo e deixa uma superfície pronta para a decapagem com ácido.
A decapagem com ácido usa ácido clorídrico ou sulfúrico ou uma combinação desses ácidos. Este processo descama a superfície, o que ajuda a formar uma forte ligação entre o ferro e o esmalte de base. A decapagem é seguida de enxágue em água corrente. A próxima etapa é às vezes um mergulho de níquel, que usa uma solução de sulfato de níquel e ácido bórico para revestir o metal com uma camada de níquel. Essa camada também ajuda a formar uma boa ligação com o esmalte. A imersão do níquel é seguida por uma lavagem completa da louça e outra imersão em uma solução neutralizadora. Essa solução consiste em carbonato de sódio e bórax em água e remove quaisquer vestígios de ácido, além de prevenir a ferrugem. Após a neutralização, o metal é seco o mais rápido possível para evitar ferrugem.
Preparando o esmalte
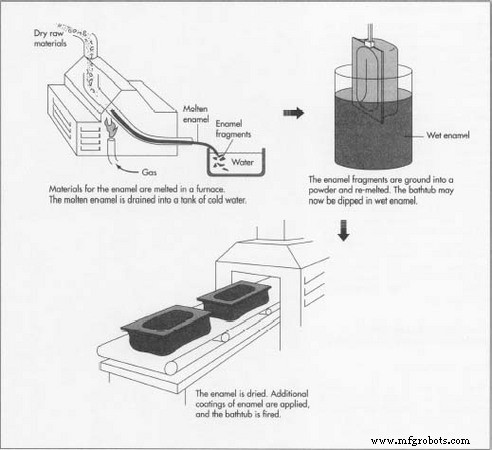
- 2 Após as matérias-primas serem cuidadosamente pesadas e misturadas em quantidades precisas, a frita de esmalte é preparada por fusão do lote em fornos do tipo rotativo ou contínuo, movidos a óleo ou gás. Quando o derretimento é concluído, o esmalte derretido é escoado do forno em um jato fino para um tanque de água fria, que produz pequenos fragmentos. Para fornos contínuos, a frita derretida é passada entre rolos resfriados a água, o que resfria a frita. A frita é então seca e armazenada em sacos. Antes de o esmalte ser aplicado, ele deve ser moído em um moinho de bolas, com blocos de esmalte como meio de moagem. Se aplicado úmido, o esmalte é moído com adições de argila e água para fazer um deslizamento ou pasta.
O processo de esmaltação
- 3 Esmalte seco é espalhado sobre a superfície do metal, que foi previamente aquecida a uma temperatura acima do ponto de fusão do esmalte. O pó derrete em contato com o artigo quente, formando um revestimento contínuo. A queima em um forno produz uma superfície lisa, semelhante a porcelana.
O esmalte úmido é aplicado por imersão em um grande tanque aberto. Após a imersão, a parte revestida pode escorrer, produzindo um revestimento fino e uniforme. O tanque de imersão usa um sistema de recálculo para reciclar o esmalte. O esmalte úmido também pode ser aplicado com pulverizador automático.
Após a esmaltação, as peças revestidas são secas usando secadores de gabinete ou transportadores aquecidos por queimadores de gás, vapor ou calor residual dos fornos de esmaltação ou lâmpadas infravermelhas. A queima ocorre em fornos aquecidos por elementos de aquecimento metálicos. Normalmente são aplicadas duas camadas de esmalte, uma camada de base seguida de uma camada de cobertura. A camada de cobertura leva mais tempo para disparar.
O processo de fabricação
:banheiras de plástico
Matérias-primas
As banheiras de plástico são feitas de vários materiais poliméricos diferentes, incluindo ABS (acrilonitrila-butadieno-estireno), resinas acrílicas ou poliéster reforçado com fibra de vidro. O tipo de poliéster de vidro domina o mercado de banheira e chuveiro. Aditivos especiais podem ser incorporados ao material polimérico para melhorar a resistência ao fogo. Para dar uma aparência de mármore cultivado, lascas de mármore ou pó também podem ser adicionados.
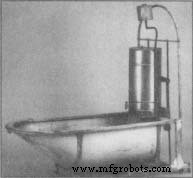 Esta banheira dos anos 1920 dobrou-se para economizar espaço e veio com seu próprio aquecedor de água quente. (Das coleções do Museu Henry Ford e Greenfield Villege.)
Esta banheira dos anos 1920 dobrou-se para economizar espaço e veio com seu próprio aquecedor de água quente. (Das coleções do Museu Henry Ford e Greenfield Villege.) O banheiro geralmente não é o lugar em que se pensa para ilustrar os princípios da mecanização. No entanto, a transformação das instalações balneares ilustra bem a obsessão da sociedade ocidental com a eficiência e a mecanização. Os banhos na Grécia antiga e especialmente no Império Romano eram muito mais elaborados e tecnologicamente sofisticados - e menos privados - do que os simples "anexos" da rura do século XX! América. A atenção óbvia dada ao projeto, construção e manutenção das instalações de bashing indica o quão integrantes as atividades do banho têm sido para a identidade cultural por séculos.
Em Na América do século 19, tomar banho não era comum. Na década de 1880, provavelmente cinco em cada seis moradores da cidade não tinham banheiro adequado, apenas o uso de um balde e uma esponja. Durante a última metade do século, numerosos esforços foram feitos para encorajar as instalações de banho comunais. Os reformadores também defenderam o uso de chuveiros em residências! como instalações públicas com apenas um sucesso modesto. Essencialmente, os americanos não consideraram tomar banho! as necessárias à saúde geral nem se associaram às sessões de fisioterapia e mental mais completas (banhos de vapor ou de ar quente, massagens, ginástica) comuns em outras culturas. Para os americanos da classe alta, uma ida a um spa pode ocorrer uma vez por ano, mas certamente não uma vez por dia.
A banheira foi considerada um luxo até o século XX. O aumento real no surgimento das banheiras só ocorreu na década de 1920, com a ampliação dos sistemas centrais de água. Seguindo a forma de edifícios hotei desenvolvidos na década de 1380 $, casas, cortiços e apartamentos foram cada vez mais construídos com quartos separados dedicados ao banheiro. A produção de louças sanitárias esmaltadas (vasos sanitários, pias e banheiras) foi posta em dúvida entre 1921 e 1923. A banheira relativamente padronizada e produzida em massa para uso privado e familiar logo passou a dominar.
William S. Pretzer
Os materiais iniciais para a maioria dos plásticos são produtos petroquímicos - produtos químicos feitos de petróleo e gás natural. Esses produtos químicos são misturados com outros produtos químicos especiais (estabilizantes, cargas, tintas ou pigmentos e plastificantes) em tanques de aço e, em seguida, aquecidos para causar uma reação química que converte a mistura na composição de polímero desejada. O material polimérico resultante é resfriado e seco para formar um pó, grânulos ou pelotas, dependendo do processo e material específicos.
Os plásticos se enquadram em dois grupos:termoplásticos e termofixos. Os termoplásticos amolecem ou derretem com o aquecimento e incluem polímeros de vinil e estireno. Plásticos termoendurecíveis, embora moldáveis quando produzidos como polímeros simples, são convertidos por calor e pressão, às vezes usando um endurecedor, em uma forma infusível reticulada. Os plásticos que se enquadram nesta categoria incluem resinas epóxi e poliésteres.
Processos de formação
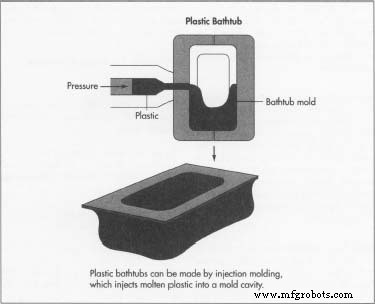
Vários processos são usados para formar plásticos em formas, incluindo calendário (compressão entre rolos para formar filmes), fundição, moldagem por compressão e moldagem por injeção (derretimento e forçamento em um molde resfriado).
Na moldagem por injeção, uma máquina de parafuso alternativo é geralmente usada, que funde o plástico, pressuriza o fundido para injetá-lo em um molde fechado, fecha o molde para que o plástico possa solidificar e abre o molde para permitir a remoção da peça. A injeção ocorre quando o parafuso é hidraulicamente forçado para a frente no cilindro. Durante o período de resfriamento e solidificação, a rosca começa a girar e derreter o novo material para a próxima peça.
A moldagem por compressão é usada para fazer banheiras de plástico e reforçadas com fibra. Para banheiras reforçadas, uma mistura de fibras, resina de poliéster e pigmentos, enchimentos e outros aditivos são misturados e formados em uma folha. Nesse processo, uma quantidade específica de pasta de preenchimento de resina é colocada em um filme de suporte de plástico usando uma máquina especial. O filme portador é passado sob um picador, que corta a mecha de vidro em pedaços curtos. Depois que o vidro cai no leito de resina, outro filme de suporte com outra camada de pasta é adicionado por cima, imprensando o vidro entre as duas camadas. Essa estrutura em sanduíche é passada por uma série de rolos de compactação para misturar completamente as fibras e a resina.
Depois que o material - chamado de composto de moldagem de folha - engrossa, o filme portador é removido e o material da folha é cortado em cargas, que são colocadas em moldes de metal combinados feitos de aço usinado. É aplicada alta pressão, que aquece o material para que ele flua para todas as áreas do molde. O calor do molde ativa o catalisador, que atinge a cura. Depois de curada, a peça é removida do molde.
Dois processos chamados de lay-up manual e lay-up spray são usados para fazer fibra de vidro banheiras. O lay-up manual é um método no qual camadas sucessivas de material de reforço ou reforço impregnado de resina são posicionadas manualmente em um molde. A cura ocorre à temperatura ambiente sem pressão aplicada. Ferramentas especiais são utilizadas para eliminar as bolhas de ar e garantir o umedecimento completo da fibra, caso o polímero seja adicionado separadamente. O processo de spray lay-up é mais rápido do que o lay-up manual e envolve alimentar um fluxo de fibras cortadas em um spray de plástico líquido em uma cavidade de molde. A direção das fibras é aleatória e o processo geralmente é automatizado. Após a finalização do lay-up, o plástico deve solidificar ou curar em um tempo razoável à temperatura ambiente, o que ocorre por meio de reações químicas.
O Futuro
Visto que a construção de novas moradias é a principal fonte de demanda por produtos de encanamento, o momento e a magnitude da retomada da atividade de construção e da economia em geral são fatores essenciais para determinar a direção dos embarques de banheiras. Na última década, a proporção de novas casas unifamiliares com 2,5 ou mais banheiros dobrou para cerca de 44%. Isso obviamente aumentou a demanda por banheiras, que deve continuar enquanto a economia em geral e a atividade de construção melhorarem.
O design da banheira também está em evolução. Com a aprovação do American Disabilities Acts, banheiras que acomodam deficientes estão sendo patenteadas, e essa tendência deve continuar. Aproveitando a capacidade de moldagem do plástico, os fabricantes também estão projetando uma unidade de banheira e chuveiro. A segurança é outro fator de design importante, e revestimentos de superfície antiderrapantes pré-fabricados foram desenvolvidos.
Outras melhorias de projeto continuarão na área de prevenção de vazamentos. Tais projetos incluem fornecer uma unidade de barreira de umidade entre a banheira e o contrapiso, ou projetar a banheira de modo que a parede e a base sejam parte integrante da banheira. A última abordagem realoca todas as linhas de contato entre a banheira e as superfícies adjacentes circundantes, de modo que fiquem cobertas e protegidas da penetração de água.
Processo de manufatura